Jak Port a vyleštěte Své Auto Hlavy Válců
Jeden z nejjednodušších způsobů, jak získat 20 až 30 koňských sil je k nákupu portován a leštěné aftermarket hlavy válců. Motor bude milovat upgrade, ale vaše peněženka nemusí. Dnešní aftermarket hlavy válců přicházejí s vysokou cenovkou.
Chcete-li zmírnit část finančního tlaku, můžete poslat hlavu válců do strojírny pro portování a leštění, ale to bude drahé. Nejlepší způsob, jak ušetřit co nejvíce peněz při využití stejné výhody, je investovat svůj vlastní čas do portování a leštění hlavy válců sebe.
proces portování a leštění je v zásadě stejný pro všechny hlavy válců. Níže vám poskytneme snadný průvodce správným portem a vyleštením hlav válců, bezpečně, a efektivně. Mějte však na paměti, že vše, co je navrženo v tomto článku, se provádí na vlastní nebezpečí. Je velmi snadné brousit příliš mnoho kovu, což je nevratné a pravděpodobně bude považovat hlavu válce za nepoužitelnou.
- poznámka: Pokud máte s dremelem malé až žádné zkušenosti, doporučuje se nejprve cvičit na náhradní hlavě válců. Starý, náhradní hlavy válců lze zakoupit v záchranném dvoře nebo v obchodě vám může být ochoten nechat si Starý zdarma.
Část 1 z 6: Připravuje se na práci
Materiály Potřebné
- 2-3 plechovky čističe brzd
- Scotch-Brite podložky
-
Pracovní rukavice
-
Tip: celý Tento proces bude nějakou dobu trvat. Možná 15 pracovních hodin nebo více. Během tohoto postupu zůstaňte trpěliví a cvičte.
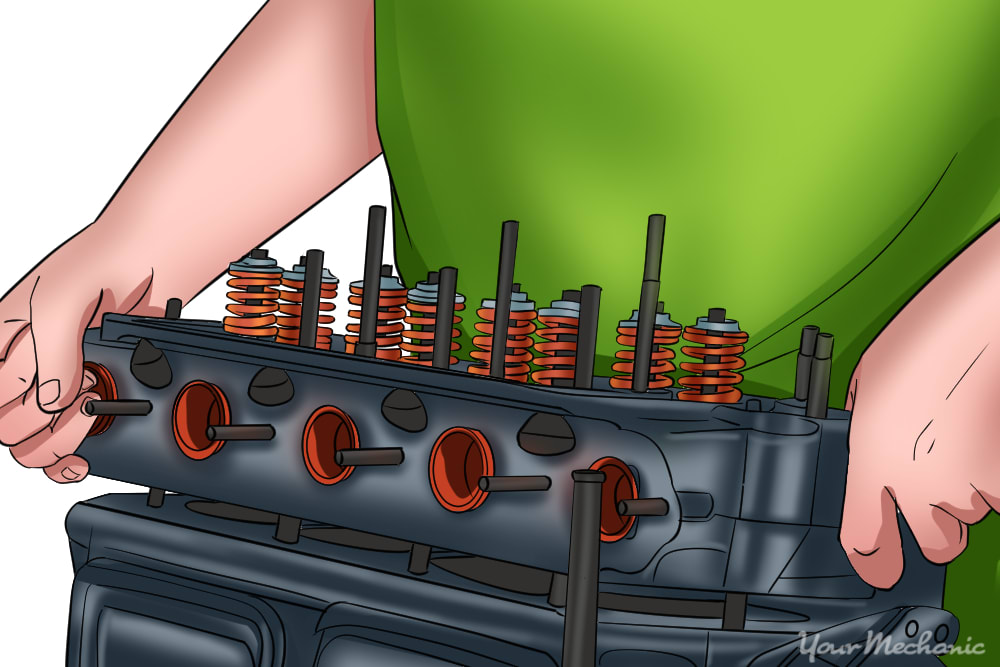
Krok 1: vyjměte hlavu válce. Tento proces se bude lišit od motoru k motoru, proto byste se měli poradit s příručkou pro všechny podrobnosti.
obecně budete muset odstranit všechny části z hlavy, které brání odstranění, a budete muset odstranit matice a šrouby zajišťující hlavu.
Krok 2: Demontujte vačkový hřídel, vahadla, pružiny ventilů, držáky, ventily a zvedáky. Podrobnosti o jejich odstranění byste měli vyhledat v příručce, protože každé auto je velmi odlišné.
- Tip: Každá odebraná součást by měla být přeinstalována přesně v poloze, ze které byla odstraněna. Při demontáži objednejte odstraněné komponenty způsobem, kde můžete snadno sledovat původní polohy.
Krok 3: důkladně vyčistěte hlavu válce od oleje a nečistot pomocí brzdy clean. Drhnout se zlatým vlasy drátěným kartáčem nebo Scotch-Brite pad pomoci odstranit všechny tvrdohlavé usazeniny.
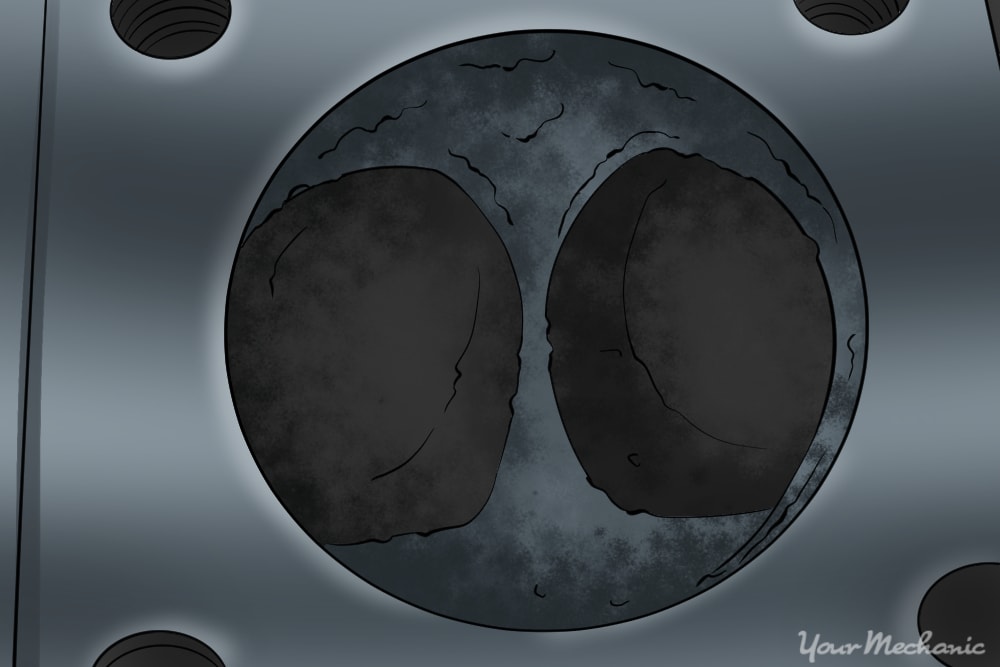
Krok 4: Zkontrolujte, zda hlava válce neobsahuje praskliny. Nejčastěji se objeví mezi sousedními sedadly ventilů.
- Tip: Pokud je v hlavě válce nalezena trhlina, musí být hlava válce vyměněna.
Krok 5: Vyčistěte bod připojení. Použít Scotch-Brite pad nebo 80 zrnitost smirkového papíru, aby drhnout oblasti, kde hlavy válců vazby s sací těsnění dolů na holé železo.
Část 2 z 6: Zvýšení proudění vzduchu
- Dykem Strojník
- Zlaté vlasy drátěný kartáč
- Vysoká rychlost Dremel (10,000+ RPM schopen)
- Lapovací nástroj
- Lapování sloučenina
- Penetrační oleje
- Přenos a leštění kit
- Bezpečnostní brýle
- Malý šroubovák nebo jiný kovový špičatý nádobí
- Chirurgické masky, nebo jinou formu ochrana dýchacích cest
- Pracovní rukavice
- Zip vazby
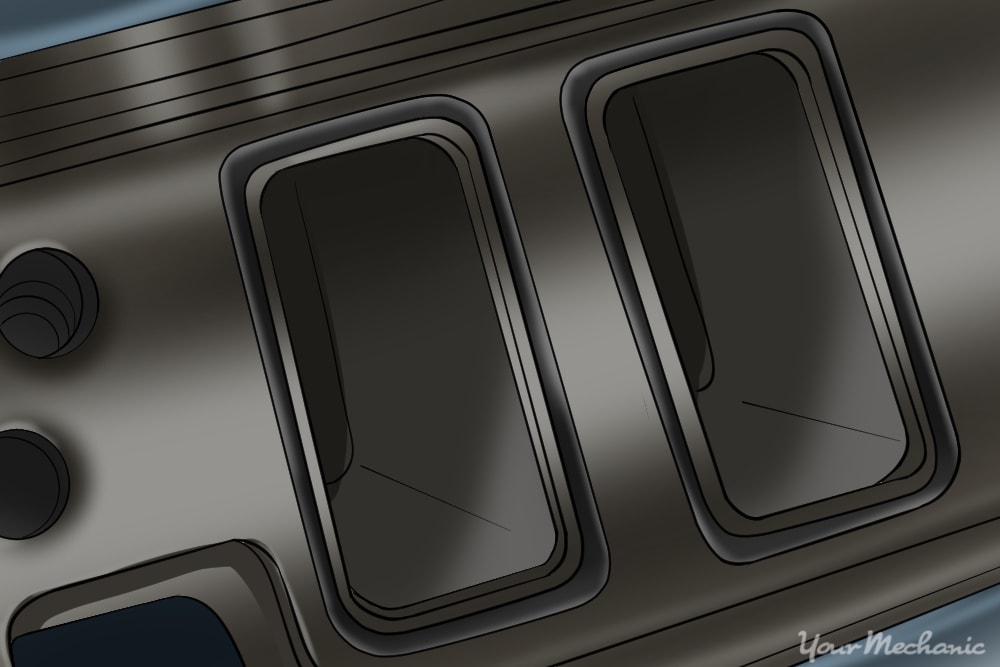
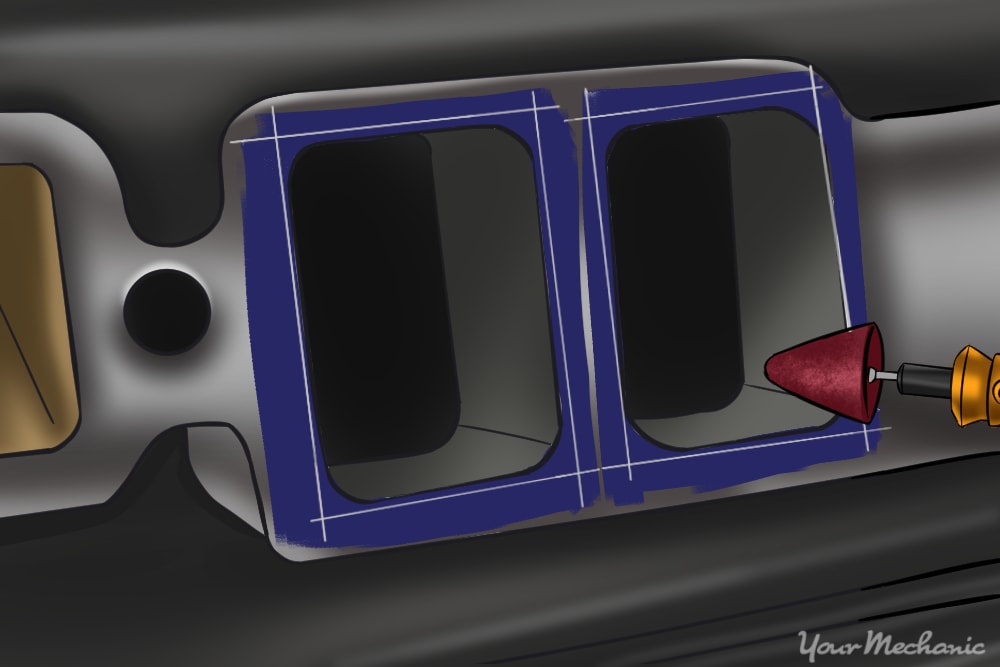
Krok 1: Zápas příjem porty pro příjem těsnění. S těsněním sacího potrubí přitlačeným k hlavě válce můžete vidět, kolik kovu lze odstranit, aby se zvýšil průtok vzduchu.
sací běžec může být rozšířen mnohem více, aby odpovídal obvodu sacího těsnění.
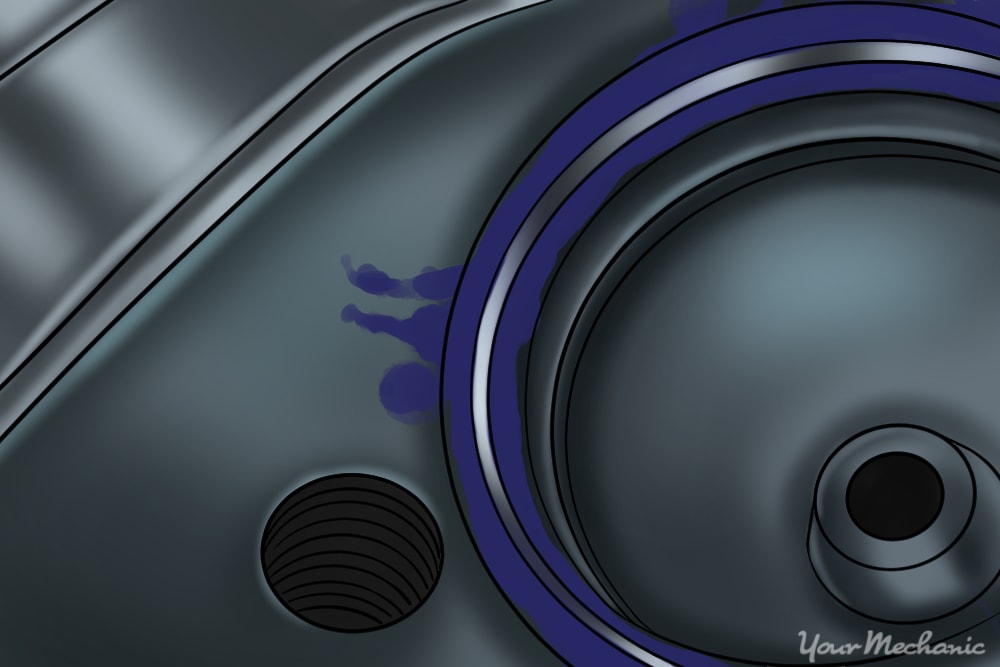
Krok 2: natřete obvod sacího běhounu strojníkem červenou nebo modrou barvou. Po zaschnutí barvy Spojte Těsnění sacího potrubí zpět do hlavy válců.
použijte šroub sacího potrubí nebo pásku, abyste udrželi těsnění na místě.
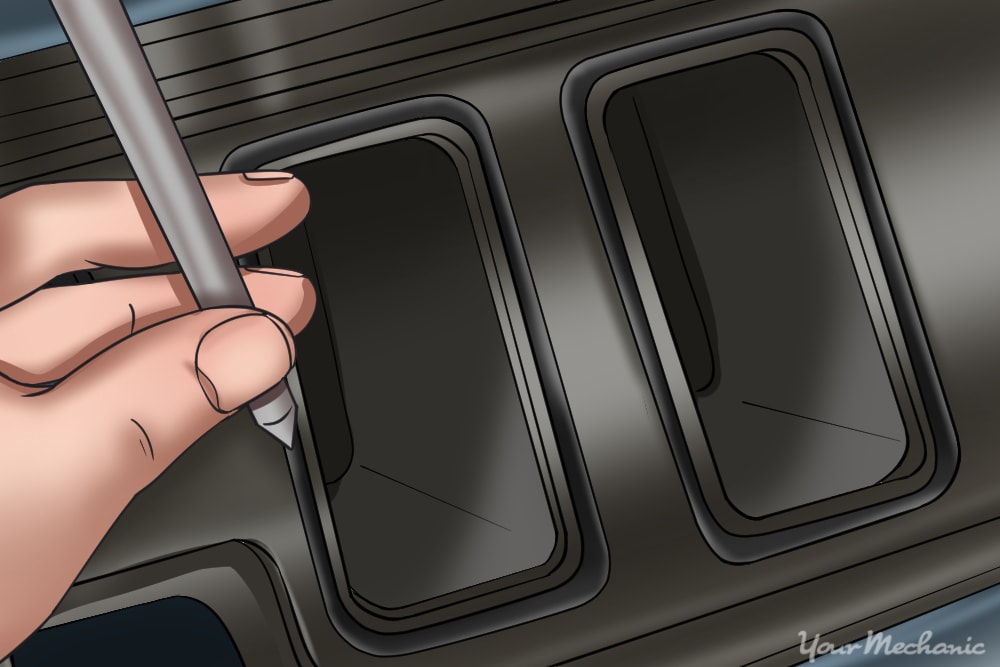
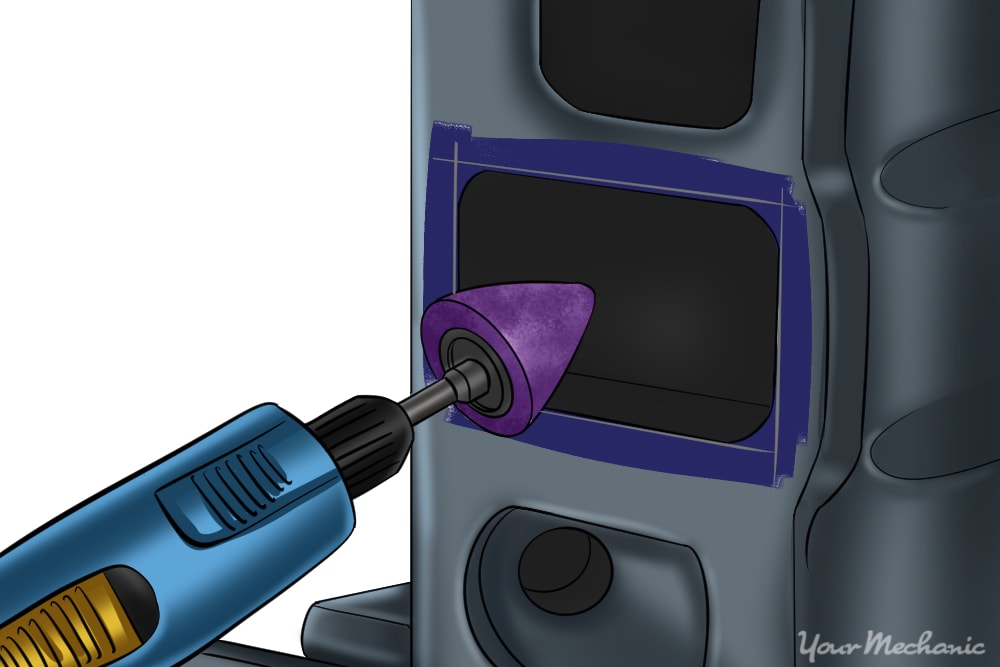
Krok 3: Vystopujte ho. Použijte malý šroubovák nebo podobný pin poukázal objekt písař nebo trasování mimo plochy kolem sacího kde barvy je viditelná.
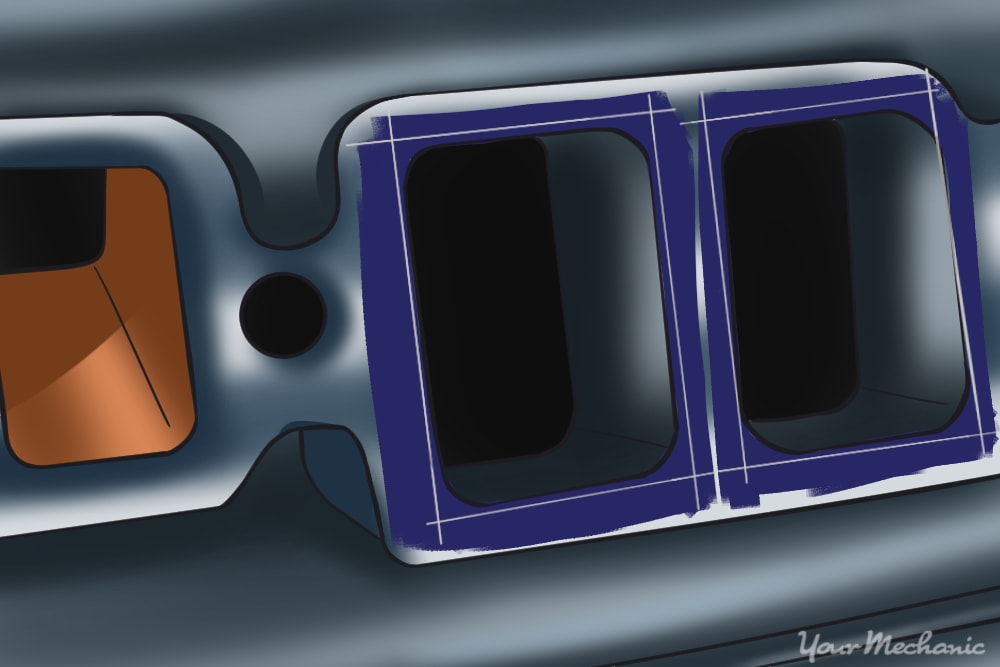
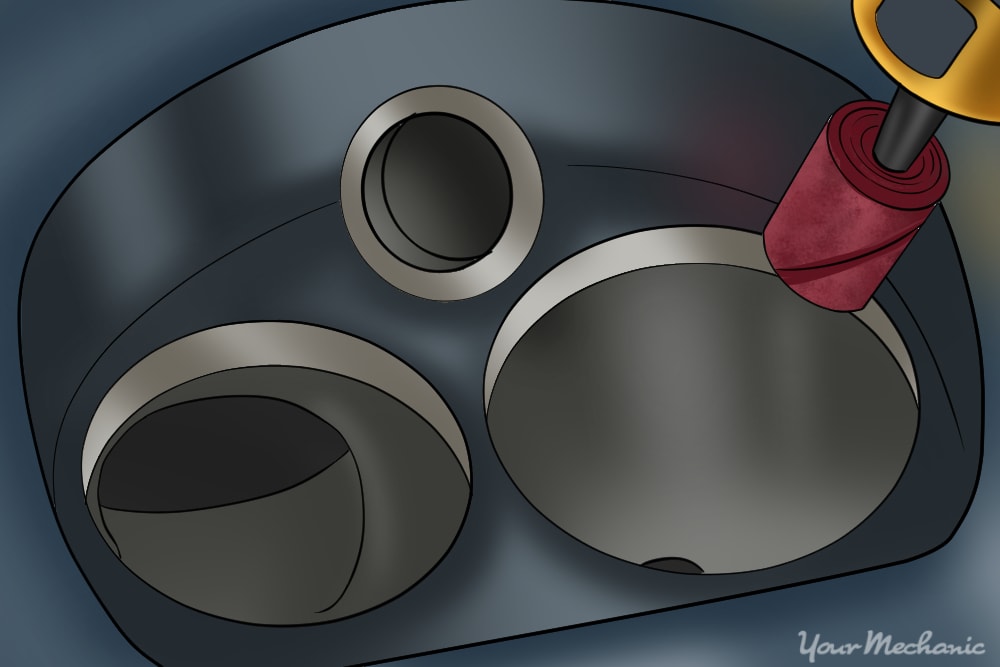
Krok 4: Odstranit materiál uvnitř písař značky. Použijte kamenný kousek šipky k mírnému odstranění materiálu uvnitř značek písařů.
šipka kámen trochu se nechat drsný povrch, takže buďte velmi opatrní, aby se příliš zvětšit port nebo omylem brousit do oblasti, která zasahuje do sací těsnění pokrytí oblasti.
zvětšete sací běžec rovnoměrně a rovnoměrně. Není třeba jít příliš hluboko uvnitř běžce. Je nutné pouze portovat asi palec na jeden a půl palce do sacího běžce.
udržujte rychlost Dremelu regulovanou při přibližně 10 000 ot / min, jinak budete bity rychleji opotřebovávat. Vzít v úvahu továrny OT / min Dremel používáte k pomoci určit, jak moc rychleji nebo pomaleji OT / min musí být upravena tak, aby dosáhnout 10,000.
například, pokud Dremel používáte má továrnu OT / min 11,000 to je bezpečné říkat, že můžete spustit na plný plyn, aniž by hořící kousky. Na druhou stranu, pokud má Dremel tovární otáčky 20 000, přidržte škrticí klapku asi do poloviny do bodu, kde Dremel pracuje přibližně poloviční rychlostí.
- upozornění: neodstraňujte kov zasahující do oblasti pokrytí těsnění, jinak může dojít k úniku.
-
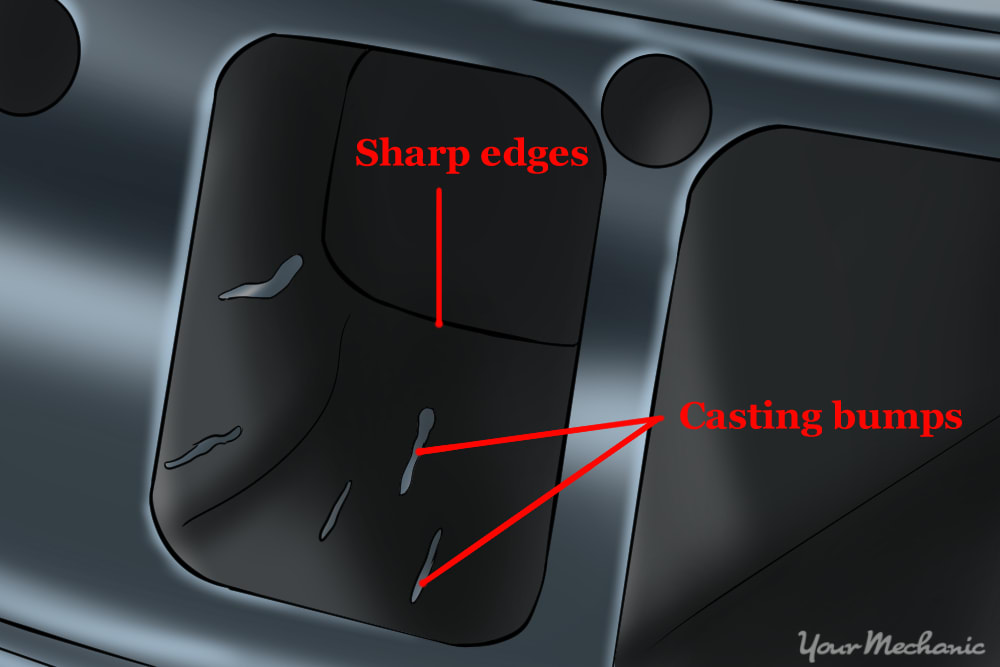
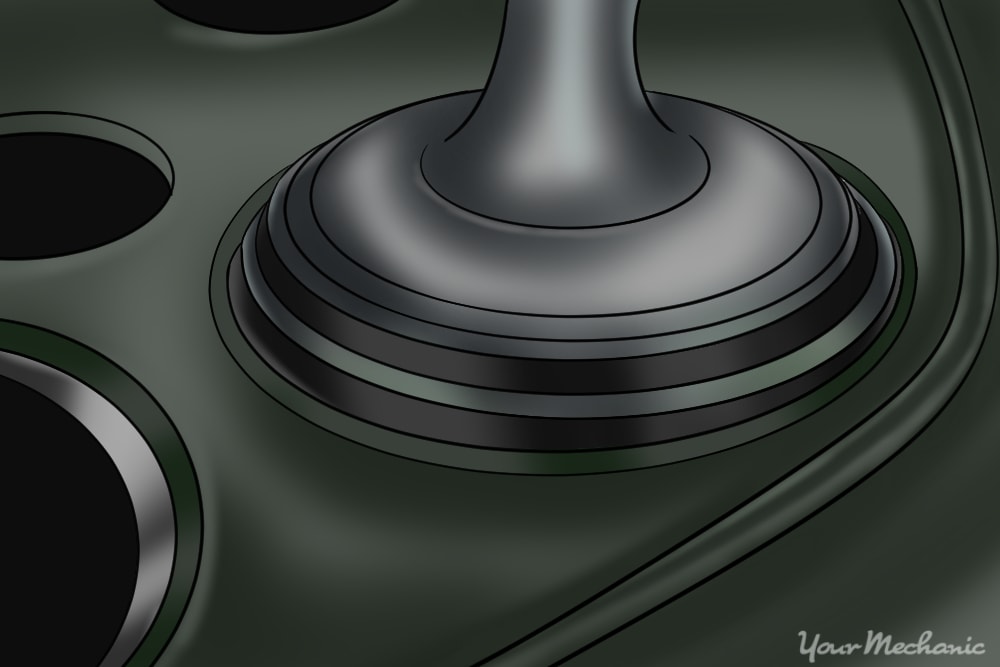
Tip: Pokud je to možné, rozdrťte všechny ostré zatáčky, štěrbiny, údolí, hrubé lití a odlévací hrboly uvnitř sacího běhounu. Viz následující obrázek pro příklad odlévání hrboly a ostré hrany.
-
Tip: Nezapomeňte port zvětšit rovnoměrně a rovnoměrně. Jakmile je první běžec zvětšen, použijte řezaný drátěný závěs, který pomůže odhadnout proces rozšíření. Odřízněte závěs v délce, která odpovídá šířce prvního portovaného výfukového běžce. Proto můžete použít řezaný závěs jako měřidlo, abyste získali lepší představu o tom, jak daleko musí být ostatní běžci zvětšeni. Každé zvětšení sacího běžce by mělo být přibližně stejné, aby mohlo proudit stejným objemem. Stejné pravidlo platí i pro výfukové běžce.
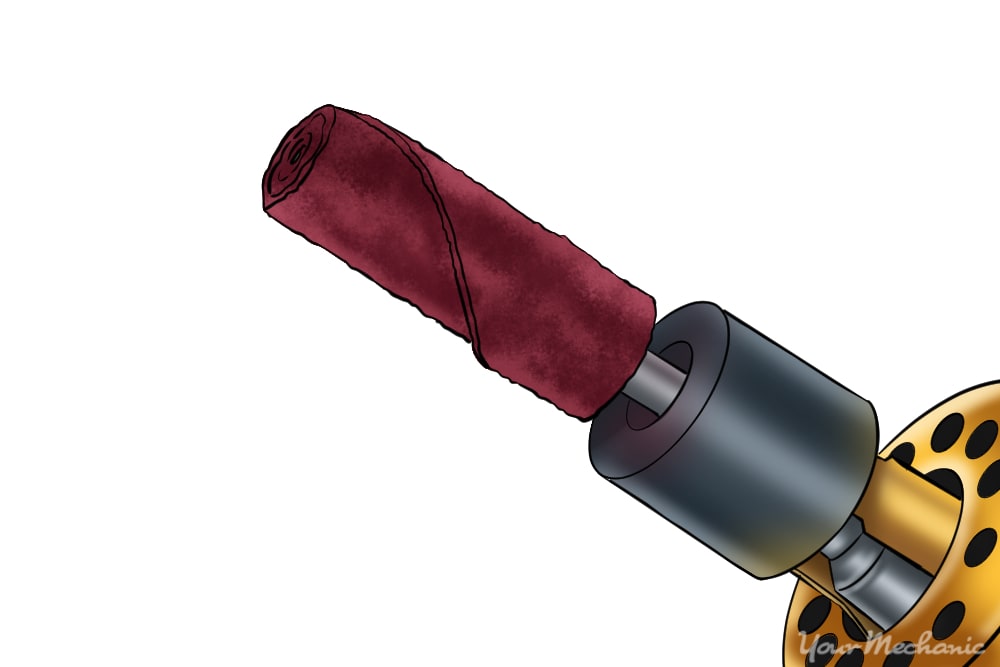
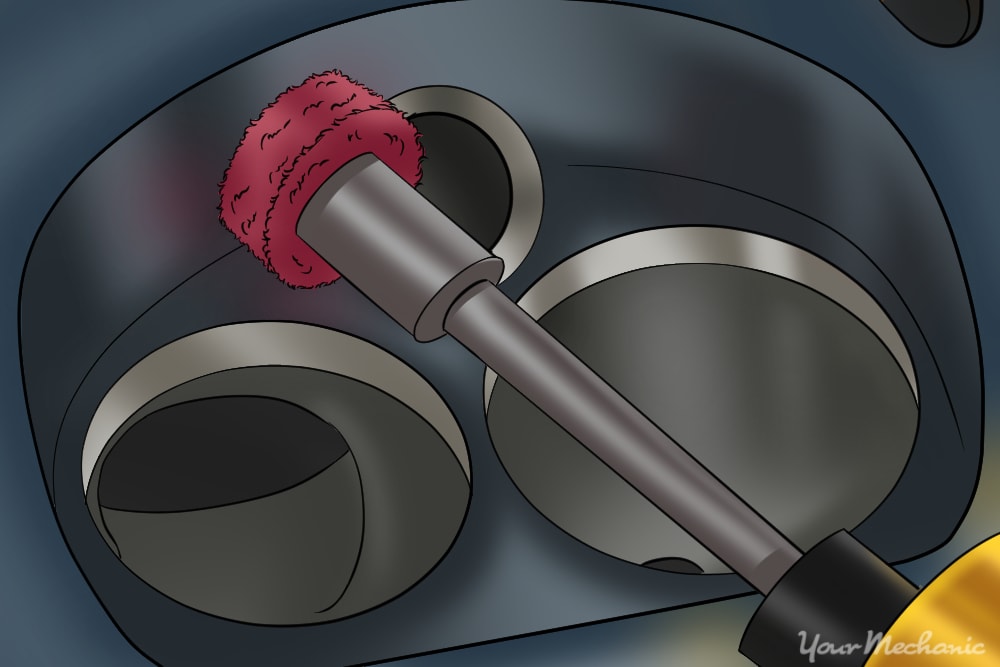
Krok 4: vyhlaďte novou plochu povrchu. Po zvětšení vstupního portu použijte méně hrubé válce kazety k vyhlazení Nové povrchové plochy.
Použití 40 grit kazety na většinu broušení pak použijte 80 grit kazety získat pěkný hladký povrch.
Krok 5: Zkontrolujte sací běžce. Umístěte hlavu válce spodní stranou nahoru a zkontrolujte vnitřek sacích běžců skrz otvory ventilu.
Krok 6: Odstraňte zjevné nerovnosti. Pomocí kazet odstraňte všechny ostré zatáčky, štěrbiny, údolí, hrubé lití, a odlévací hrboly.
použijte 40 zrnitou kazetu pro rovnoměrné přenášení sacího běhounu. Zdůrazněte odstranění všech nedokonalostí. Poté použijte kazetu s zrnitostí 80 k dalšímu vyhlazení portované oblasti.
- Tip: Při broušení být velmi opatrní, brousit všechny oblasti, kde je ventil by oficiálně se kontaktu s hlavou válce, také známý jako sedlo ventilu, nebo nový ventil práce bude výsledek.
Krok 7: dokončete další nasávací běžce. Po dokončení prvního sacího běžce přejděte na druhého sacího běžce, třetího a tak dále.
Část 3 z 6: Portování výfukových
Bez portování na výfukové straně motoru, nebude mít dostatek posunutí umožnit větší objem vzduchu, aby efektivně ukončit. Chcete-li přenést výfukovou stranu motoru, kroky jsou velmi stejné.
- Dykem Strojník
- Zlaté vlasy drátěný kartáč
- Vysoká rychlost Dremel (10,000+ RPM schopen)
- Penetrační oleje
- Přenos a leštění kit
- Bezpečnostní brýle
- Malý šroubovák nebo jiný kovový špičatý nádobí
- Chirurgické masky, nebo jinou formu ochrana dýchacích cest
- Pracovní rukavice
Krok 1: Drhnout oblasti páření. Použijte Scotch-Brite pad k drhnutí oblasti, kde se hlava válce spojí s výfukovým těsněním dolů na holý kov.
Krok 2: Malovat obvod výfukového běhounu strojníkem červenou nebo modrou. Po zaschnutí barvy Spojte Těsnění výfukového potrubí zpět do hlavy válců.
použijte šroub nebo pásku výfukového potrubí, abyste udrželi těsnění na místě.
Krok 3: pomocí velmi malého šroubováku nebo podobného špičatého předmětu vypište oblasti, kde je barva viditelná. V případě potřeby použijte obrázky v kroku 9 jako odkazy.
Grind pryč nějaké hrubé lití nebo lití hrboly, protože karbon by mohla snadno sbírat na skvrny neřešení a způsobují turbulence.
Krok 4: Zvětšete otvor portu tak, aby odpovídal značkám písařů. K broušení použijte kamenný kousek hrotu šípu.
- poznámka: kamenný kousek šipky zanechá hrubý povrch, takže nemusí vypadat tak, jak byste očekávali.
- Tip: ujistěte se, že zvětšit port rovnoměrně a jednotně. Jakmile je první běžec zvětšen, použijte výše uvedenou techniku ramínka pro řezání drátu, abyste mohli měřit proces rozšíření.
Krok 5: pomocí patrony zapojte rozšíření výfukového běhounu. To vám dá pěkný hladký povrch.
začněte s 40 zrnitou kazetou, abyste provedli většinu kondicionování. Po důkladném zpracování povrchu s kazetou 40 grit použijte kazetu 80 grit, abyste získali pěkný povrch bez zvlnění.
Krok 6: Pokračujte na zbývajících výfukových běžcích. Jakmile je první vstup výfukového potrubí správně portován, opakujte tyto kroky pro zbývající výfukové běžce.
Krok 7: Zkontrolujte výfukové běhouny. Umístěte hlavu válce spodní stranou nahoru a zkontrolujte vnitřek výfukových běžců skrz otvory ventilu, zda nejsou nedokonalosti.
Krok 8: Odeberte všechny nerovnosti nebo nedokonalosti. Odstraňte všechny ostré zatáčky, štěrbiny, údolí, hrubé odlévání a hrboly.
k rovnoměrnému přenášení výfukového běhounu použijte 40 zrnitou kazetu. Zdůrazněte odstranění všech nedokonalostí a poté použijte kazetu s zrnitostí 80 k dalšímu vyhlazení portované oblasti.
-
varování: Jak již bylo uvedeno, být velmi opatrní, aby nedošlo k mylně brousit jakékoliv z oblastí, kde ventilu by oficiálně se kontaktu s hlavou válce, také známý jako sedlo ventilu, nebo extrémní nevratnému poškození může dojít.
-
Tip: Po použití oceli, karbidu bit, přepnout na méně hrubé kazety roll na další uhladí povrch, kde je potřeba.
Krok 9: Opakujte pro zbývající výfukových běžců. Jakmile je konec prvního výfukového běžce správně portován, opakujte pro zbývající výfukové běžce.
Část 4 z 6: Leštění
- Dykem Strojník
- Zlaté vlasy drátěný kartáč
- Vysoká rychlost Dremel (10,000+ RPM schopen)
- Penetrační oleje
- Přenos a leštění kit
- Bezpečnostní brýle
- Malý šroubovák nebo jiný kovový špičatý nádobí
- Chirurgické masky, nebo jinou formu ochrana dýchacích cest
- Pracovní rukavice
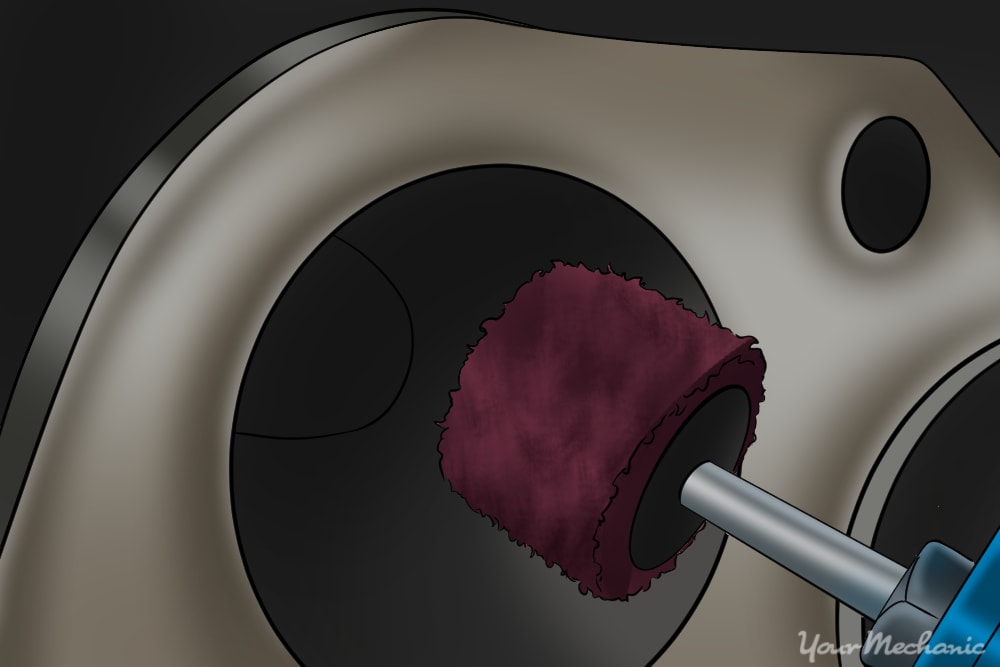
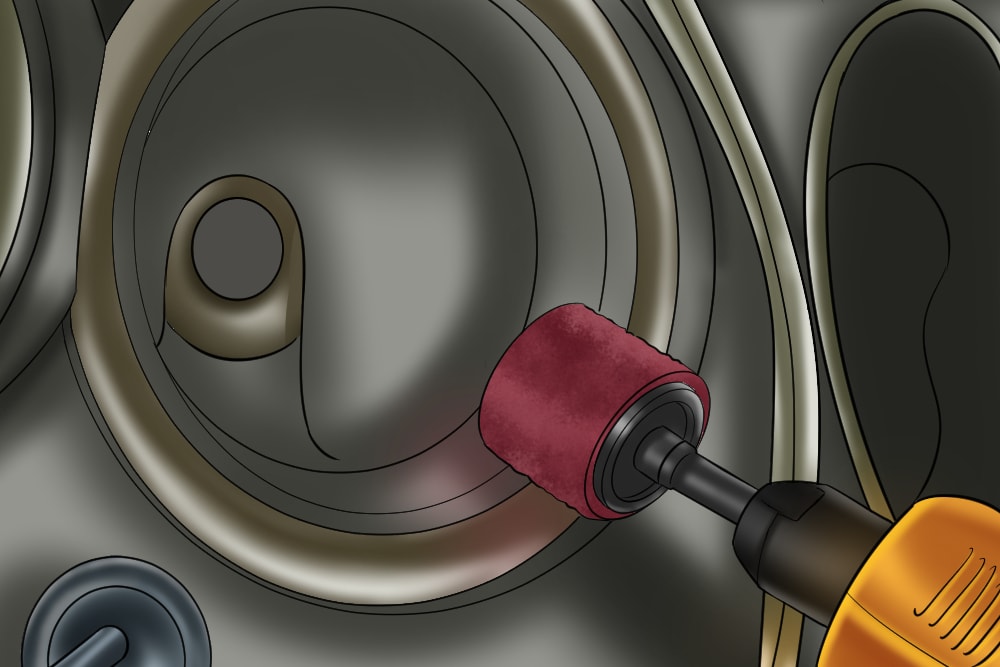
Krok 1: polský uvnitř běžec. Použijte buben z portovací a lešticí soupravy k vyleštění vnitřku běžce.
při pohybu klapky po povrchu byste měli vidět nárůst a lesk. Je nutné pouze vyleštit asi palec až palec a půl uvnitř sacího běhounu. Před přesunem do další vyrovnávací paměti rovnoměrně vyleštěte sací běžec.
- Tip: nezapomeňte udržovat rychlost Dremelu přibližně na 10000 ot / min, abyste maximalizovali životnost bitů.
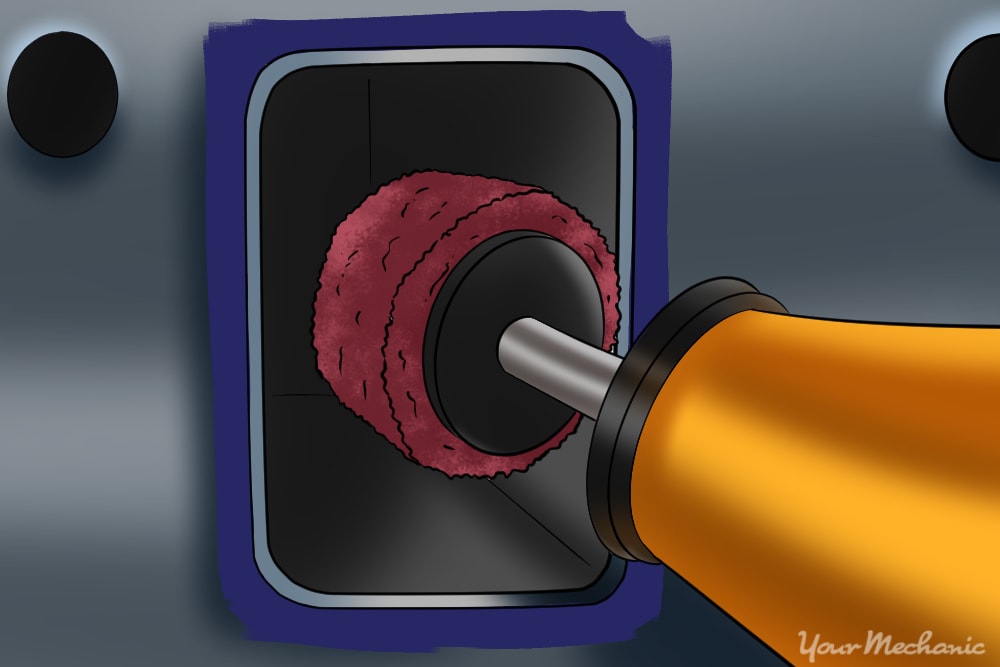
Krok 2: Použijte křížovou vyrovnávací paměť střední zrnitosti. Opakujte stejný postup jako výše, ale místo bubnu použijte křížovou vyrovnávací paměť střední zrnitosti.
Krok 3: Použijte křížovou vyrovnávací paměť s jemnou zrnitostí. Opakujte stejný postup znovu, ale pro konečnou úpravu použijte křížovou vyrovnávací paměť s jemnou zrnitostí.
je doporučeno, aby sprej vyrovnávací paměti, a to zejména v malých krocích s WD-40, aby se pomoci získat zářící a třpytivé dokončit.
Krok 4: Kompletní pro zbývající běžce. Poté, co je první sací běžec úspěšně vyleštěn, přejděte na druhý sací běžec, třetí a tak dále.
Krok 5: vyleštěte výfukové běžce. Když jsou všechny sací běžce vyleštěny, pokračujte v leštění výfukových běžců.
vyleštěte každý výfukový běžec přesně stejnými pokyny a sekvencí vyrovnávací paměti uvedenými ve výše uvedených krocích.
Krok 6: vyleštěte vývody běžců. Umístěte hlavu válce spodní stranou nahoru, abychom mohli vyleštit vývody sacích a výfukových běžců.
Krok 7: použijte stejnou sekvenci vyrovnávací paměti. Pro vyleštění vývodů sacích i výfukových běžců použijte stejnou sekvenci pufru, která byla dříve použita.
použijte buben pro první stupeň leštění, pak střední štěrk křížový pufr pro druhý stupeň, a jemné zrnitosti křížový pufr pro finální lesk. V některých případech se buben nemusí vejít do těsných oblastí. Pokud ano, použijte křížovou vyrovnávací paměť střední zrnitosti k portu oblastí, které buben není schopen dosáhnout.
- Tip: nezapomeňte stříkat WD-40 v malých krocích při použití křížové vyrovnávací paměti s jemnou zrnitostí, abyste dále ilustrovali lesk.
Krok 8: zaostřete na spodní část hlavy válců. Nyní se opravdu zaměřme na portování a leštění spodní části hlavy válců.
cílem je odstranit hrubé povrchové úpravy, které by mohly způsobit předběžné vznícení a čisté uhlíkové usazeniny. Umístěte ventily na jejich původní umístění, abyste chránili sedla ventilů při přenášení.
Část 4 z 6: polské válce palubu, a komora
- Dykem Strojník
- Vysoká rychlost Dremel (10,000+ RPM schopen)
- Penetrační oleje
- Přenos a leštění kit
- Bezpečnostní brýle
- Malý šroubovák nebo jiný kovový špičatý nádobí
- Chirurgické masky, nebo jinou formu ochrana dýchacích cest
- Pracovní rukavice
- Zip vazby
Krok 1: Pomocí válců kazety vyhlaďte oblast, kde se komora setkává s palubou. Tie zip vazby kolem dříku ventilu pomoci zajistit ventily na místě.
zásobní vložka s zrnitostí 80 by měla být pro tuto fázi přenosu dostatečná. Proveďte tento krok na každé palubě válce a komoře.
Krok 2: polské válce palubě. Jakmile bude každá paluba válců portována, vyleštíme je téměř všemi stejnými technikami jako dříve.
tentokrát vyleštěte pouze pomocí křížové vyrovnávací paměti s jemnou zrnitostí. V tomto okamžiku byste měli opravdu začít vidět blikání hlavy válců. Chcete-li skutečně, aby hlava válce zářila jasně jako diamant, použijte křížovou vyrovnávací paměť s jemnou zrnitostí, abyste vyvedli konečnou jiskru.
-
Tip: Nezapomeňte udržovat rychlost Dremelu přibližně na 10000 ot / min, abyste maximalizovali životnost bitů.
-
Tip: nezapomeňte sprej WD-40 v malých krocích při použití jemné zrnitosti kříž vyrovnávací paměti pro ilustraci dále lesk.
Část 6 z 6: Kompletní ventil lapování
- Dykem Strojník
- Lapovací nástroj
- Lapování sloučenina
- Chirurgické masky, nebo jinou formu ochrana dýchacích cest
- Pracovní rukavice
Next, budeme rekondiční svůj sedla ventilu bezpečně. Tento rekondiční proces je známý jako lapování ventilů.
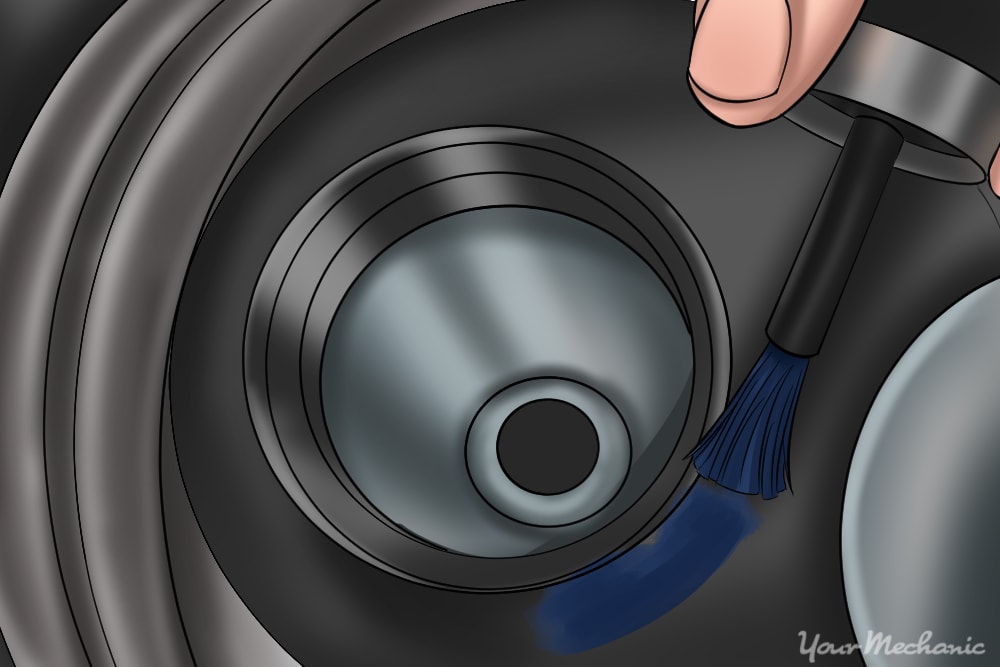
Krok 1: natřete obvod sedel ventilů modře červenou nebo modrou barvou. Barva pomůže vizualizovat vzor lapování a indikuje, kdy je lapování dokončeno.
Krok 2: Aplikujte sloučeninu. Aplikujte lapovací směs na základnu ventilu.
Krok 3: Použijte lapovací nástroj. Vložte ventil zpět na původní místo a použijte lapovací nástroj.
s malým tlakem otáčejte lapovací nástroj mezi rukama rychlým tempem, jako je zahřívání rukou nebo jako byste se pokoušeli založit oheň.
Krok 4: Zkontrolujte vzor. Po několika sekundách vytáhněte ventil ze sedadla a zkontrolujte vzor, který jste vytvořili.
Pokud ventil a sedadlo vyvinuly lesklý kroužek, vaše práce je hotová a můžete přejít na další ventil a Sedlo ventilu. Pokud tomu tak není, existuje velká šance, že máte ohnutý ventil, který bude třeba vyměnit.
Krok 5: Znovu nainstalujte všechny kousky, které jste odstranili. Znovu nainstalujte vačkový hřídel, vahadla, pružiny ventilů, držáky a zvedáky.
Krok 6: Znovu nainstalujte hlavu válce. Po dokončení dvakrát zkontrolujte načasování před spuštěním vozidla.
veškerý čas strávený broušením, leštěním, broušením a lapováním se vyplatil. Chcete-li ověřit výsledky výkonu, vezměte hlavu válce do strojírny a nechte ji otestovat. Test odhalí případné netěsnosti a umožní vám vidět objem proudění vzduchu procházejícího běžci. Chcete, aby objem procházející každým běžcem sání byl velmi podobný. Máte-li jakékoli dotazy týkající se procesu, požádejte mechanika o rychlou a užitečnou radu a v případě potřeby nezapomeňte vyměnit snímač teploty hlavy válců.
Leave a Reply