あなたの車のシリンダーヘッドを移植し、研磨する方法
20-30馬力を得るための最も簡単な方法の一つは、移植され、研磨されたアフターマーケッ エンジンはアップグレードが大好きですが、あなたの財布はそうではないかもしれません。 今日のアフター-マーケットのシリンダーヘッドは高い値札と来る。
財政的な圧力の一部を軽減するために、移植と研磨の仕事のためにシリンダーヘッドを機械工場に送ることができますが、それは高価になります。 同じ性能の利点を享受しながら、ほとんどのお金を節約するための最良の方法は、シリンダーヘッドを自分で移植し、研磨にあなた自身の個人的な時間
移植および研磨プロセスは、すべてのシリンダーヘッドでほぼ同じです。 以下では、シリンダーヘッドを適切に、安全に、そして効率的に移植し、研磨するための簡単なガイドを提供します。 ただし、この記事で提案されているすべてのことは、ご自身の責任で実行されることに注意してください。 あまりにも多くの金属を粉砕するのは非常に簡単ですが、これは不可逆的であり、シリンダーヘッドが使用できない可能性が高いと考えられます。
- 注意してください。
- : Dremelとの経験に少しを有すれば予備のシリンダーヘッドで最初に練習することを提案される。 古い、予備のシリンダーヘッドは海難救助のヤードで購入することができるまたは店は自由のための古いものがあるようにして喜んでかもしれない。
パート1of6:仕事のための準備
必要な材料
- ブレーキクリーナー2-3缶
- スコッチブライトパッド
-
作業手袋
-
ヒント:このプロセス全体 おそらく15労働時間以上。 このプロシージャの間に忍耐強い残り、決定を運動させて下さい。
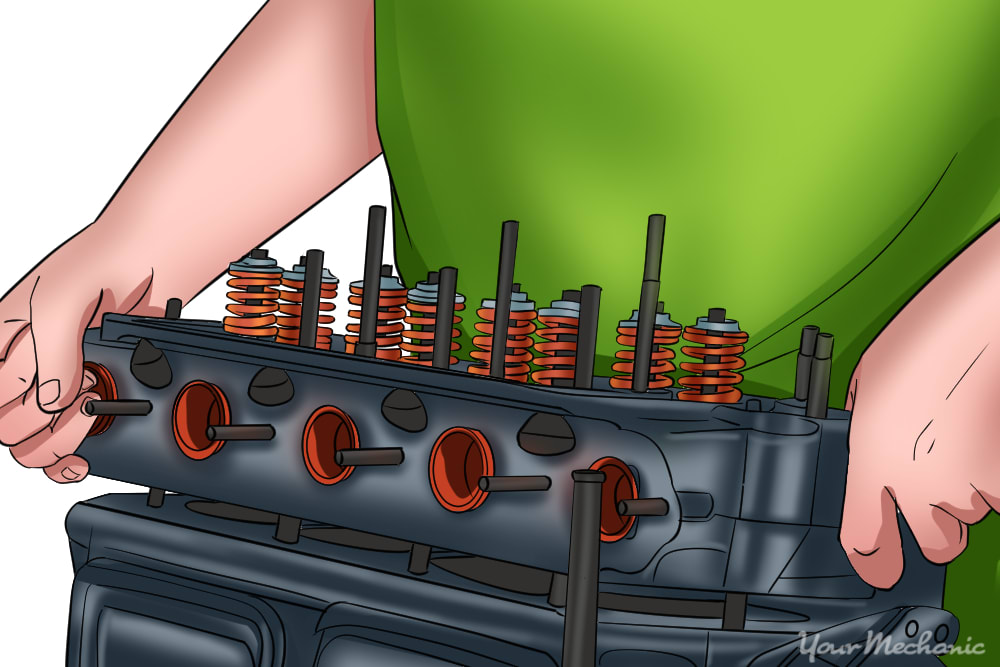
ステップ1:シリンダーヘッドを取り外します。 このプロセスはエンジンによって異なりますので、すべての詳細についてはマニュアルを参照してくださ
一般に、取り外しを妨げる頭部から部品を取除く必要があり、頭部をしっかり止めているナットおよびボルトを取除く必要があります。
ステップ2:カムシャフト、ロッカーアーム、バルブスプリング、リテーナー、バルブ、リフターを取り外します。 各車が非常に異なっているのでこれらを取除くことの細目のためのあなたのマニュアルを参照するべきである。
- ヒント: 削除された各コンポーネントは、削除された位置に正確に再インストールする必要があります。 分解するときは、元の位置を簡単に追跡できるように、削除されたコンポーネントを注文してください。
ステップ3:徹底的にきれいなブレーキでオイルや破片のシリンダーヘッドをきれいにします。 頑固な沈殿物を取除くのを助けるように金色の髪のワイヤーブラシかスコッチBriteのパッドが付いているごしごし洗いなさい。
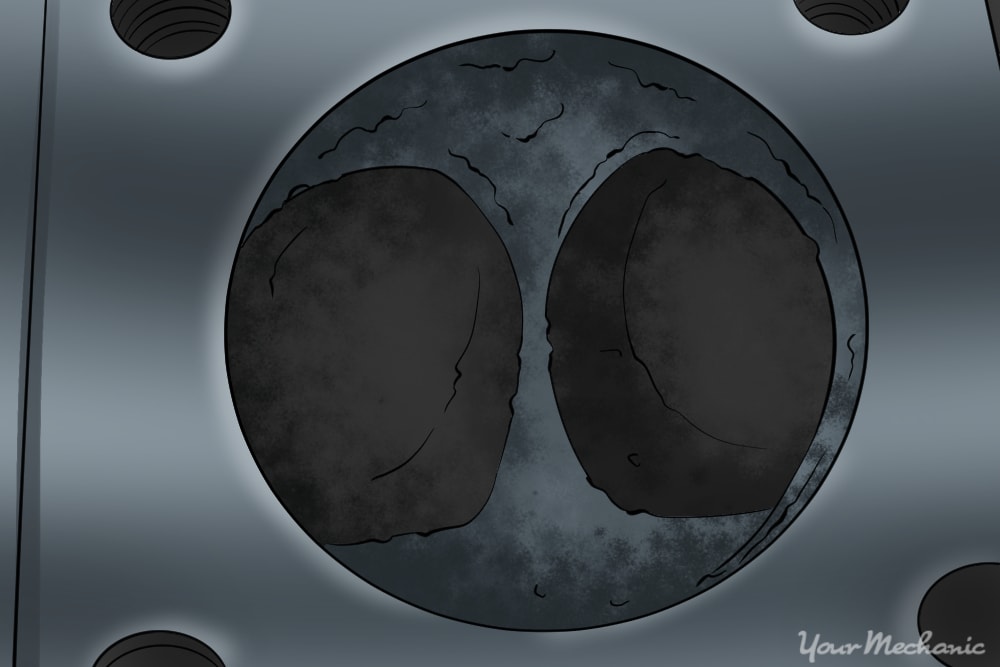
ステップ4:シリンダヘッドに亀裂がないか検査します。 最も一般的には、隣接するバルブシートの間に表示されます。
- ヒント: シリンダーヘッドに亀裂が見つかった場合は、シリンダーヘッドを交換する必要があります。
ステップ5:接続ポイントをスクラブします。 シリンダーヘッドがインテークガスケットと合致する部分をベアメタルまでスクラブするには、スコッチブライトパッドまたは80グリットサンドペーパを使用します。
: 気流を増やす
- Dykem機械工
- 金色の髪のワイヤーブラシ
- 高速Dremel(10,000+RPM可能)
- ラップツール
- ラップ化合物
- 浸透油
- 移植および研磨キット
- 安全メガネ
- 小型ドライバーまたは他の金属尖った道具
- 外科マスクまたは呼吸保護の他の形態
- 作業手袋
- ジップタイ
ステップ1:吸気ポートを吸気ガスケット シリンダーヘッドに押されたインテークマニホールドガスケットを使用すると、空気の流れを増加させるために除去することができますどのくらいの金属を見ることができます。
取入口のランナーは取入口のガスケットの円周に一致させるために大いにもっと広げることができます。
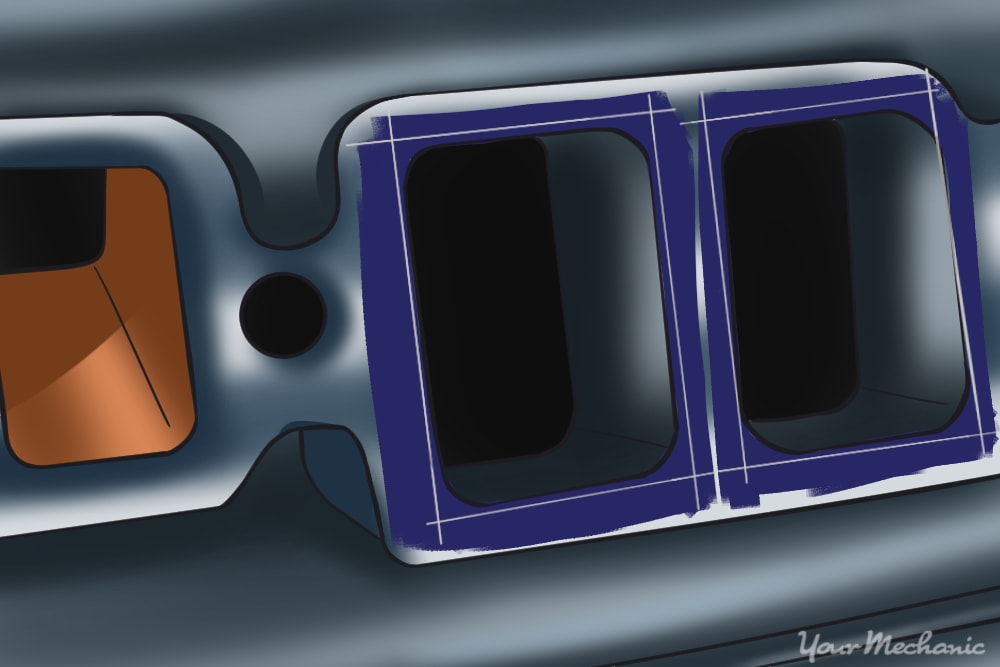
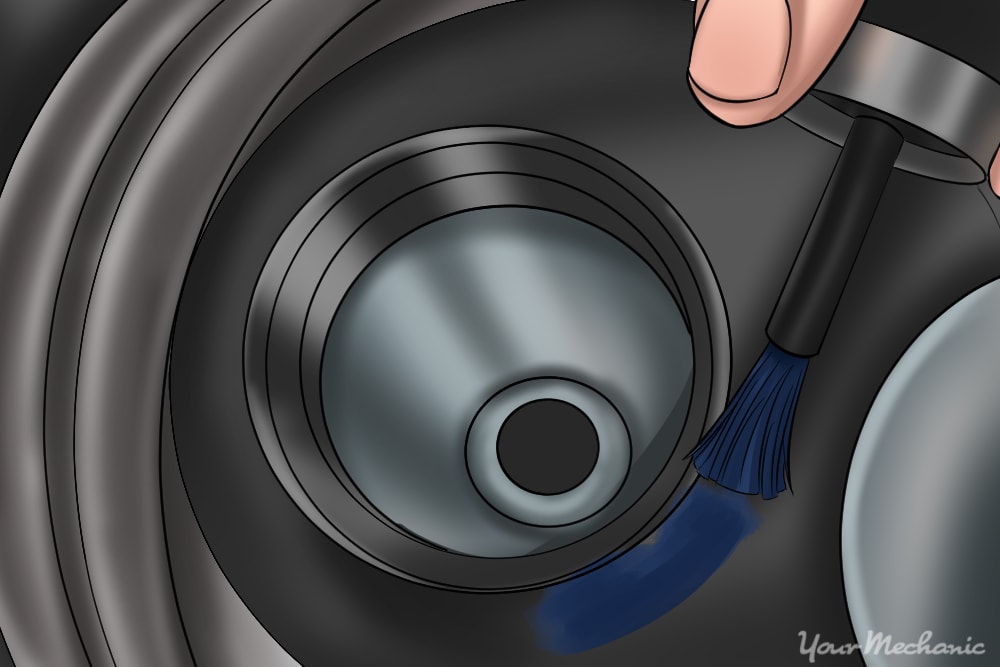
ステップ2:インテークランナーの周囲を機械工の赤または青でペイントします。 塗料が乾燥した後、インテークマニホールドガスケットをシリンダーヘッドに戻します。
インテークマニホールドボルトまたはテープを使用して、ガスケットを所定の位置に保持します。 p>
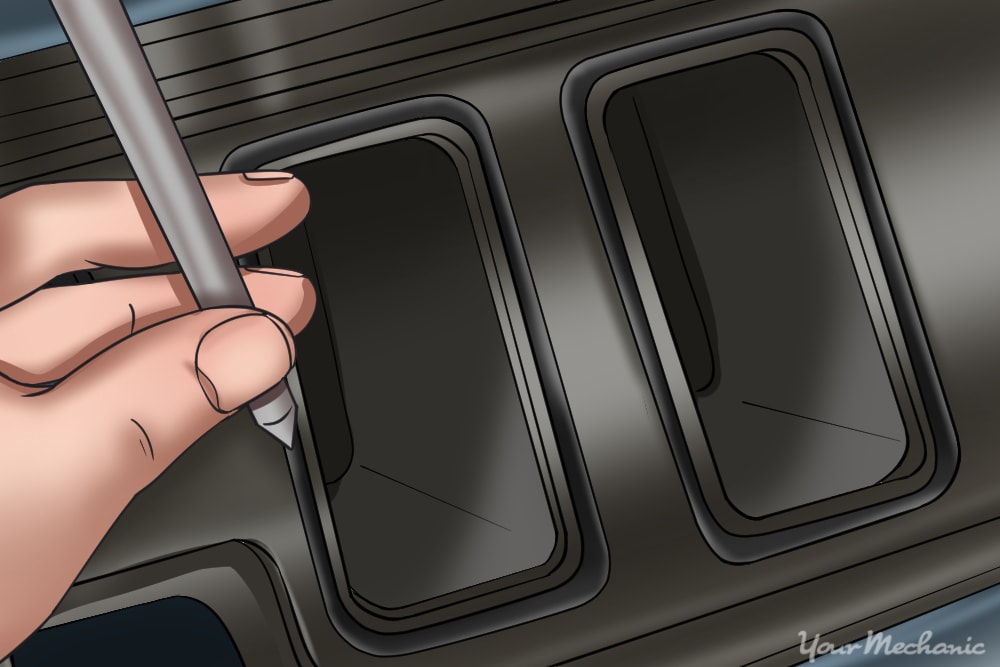
ステップ3: 取入口のランナーのまわりで跡。 小さなドライバーまたは類似のピン先の尖ったオブジェクトを使用して、塗料が見える吸気ランナーの周りの領域をスクライブまたはトレースします。
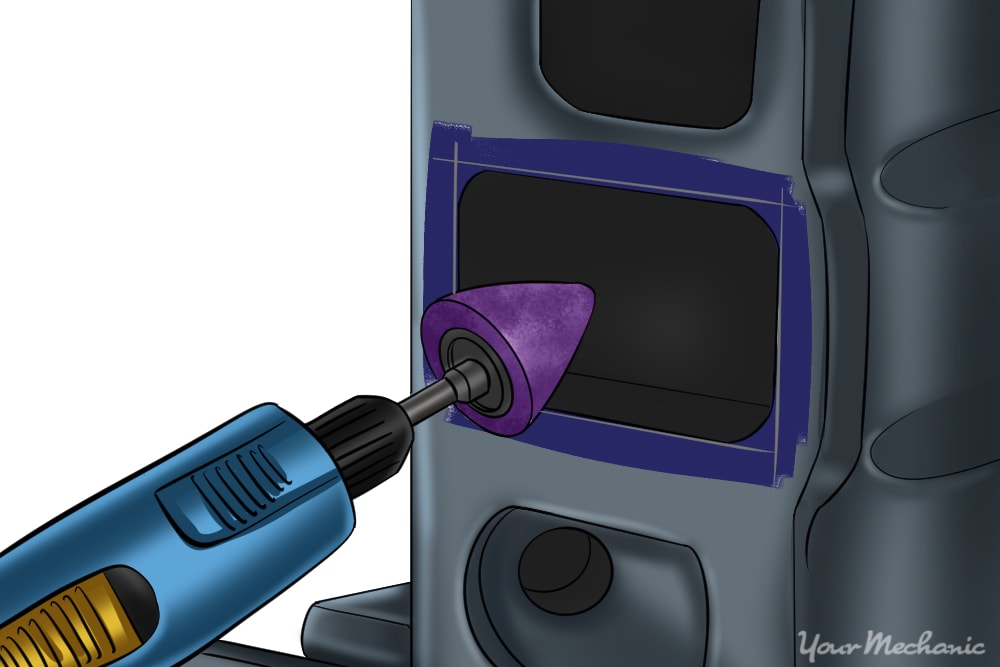
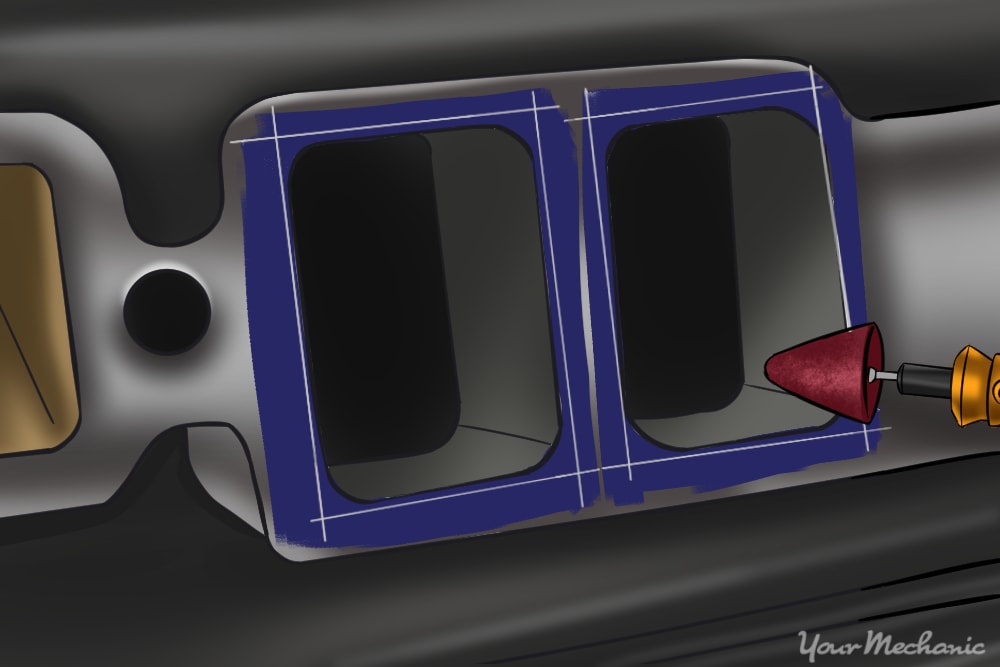
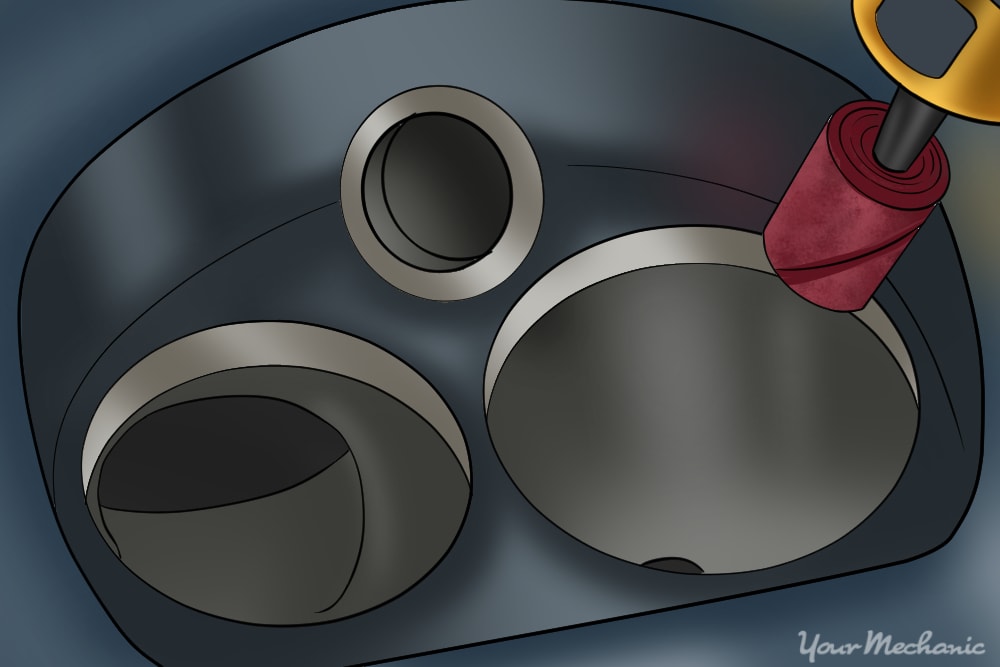
ステップ4:スクライブマーク内の材料を取り外します。 スクライブの印の中の材料を適度に取除くのに矢頭の石ビットを使用して下さい。
矢の墓石ビットは荒い終わりを残す、従って取入口のガスケットの適用範囲区域に伸びる区域に港を拡大するか、または誤って粉砕しないように
吸気ランナーを均等かつ均一に拡大します。 ランナーの中で余りに深く行く必要性無し。 吸気ランナーに約1インチから1.5インチを移植するだけで済みます。
ドレメルの速度を約10,000RPMで調整してください。 あなたが10,000の範囲に達するためにRPMが調節されなければならないかどの位より速くかより遅いか定めるのを助けるのに使用しているDremelの工場RPMを たとえば、使用しているDremelの工場出荷時のRPMが11,000の場合、ビットを燃焼させることなくフルスロットルで実行できると言っても安全です。 一方、Dremelの工場回転数が20,000の場合は、dremelが約半分の速度で動作するポイントまでスロットルを約半分に保持します。
- 警告:ガスケットの適用範囲区域に伸びる金属を取除かないで下さいさもなければ漏出は起こるかもしれません。
-
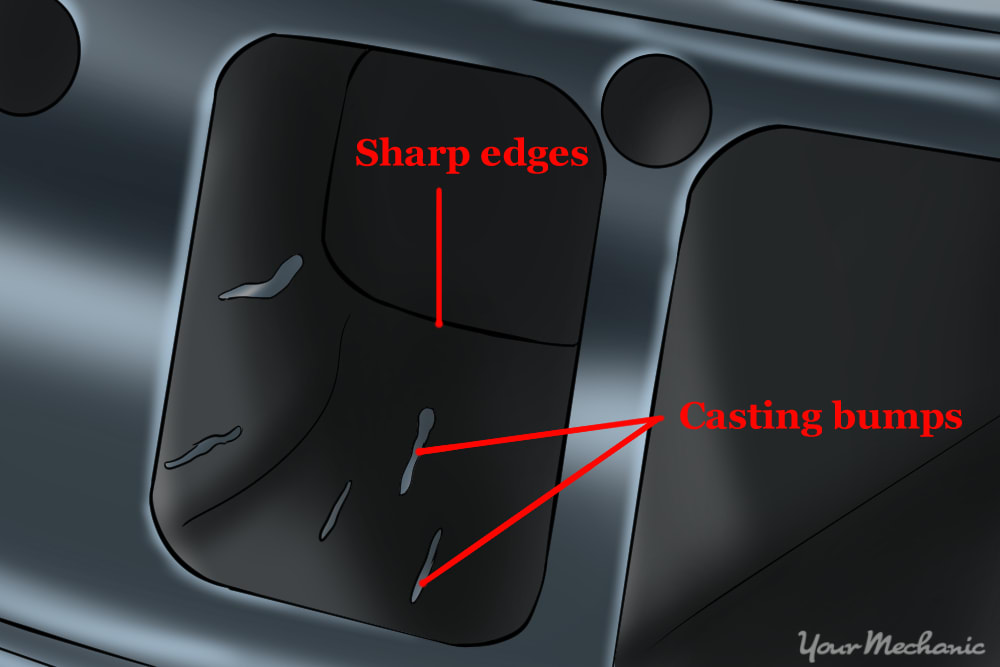
ヒント: 鋭い回転、裂け目、谷、荒い鋳造および取入口のランナーのの中の鋳造の隆起を可能な限りひきなさい。 バンプと鋭いエッジのキャスト例については、次の画像を参照してください。
-
ヒント:ポートを均一かつ均一に拡大してください。 最初のランナーが拡大プロセスを測定するのを助けるのに切られたワイヤーハンガーを使用拡大されたら。 ハンガーは、最初に移植された排気ランナーの幅を基準とする長さにカットします。 したがって、他のランナーを拡大する必要がありますどこまでのより良いアイデアを得るためにゲージとしてカットハンガーを使用できます。 各取入口のランナーの拡大は互いにほぼ等しいべきです従って同じ容積を流してもいいです。 同じ規則は排気のランナーにまた適用する。
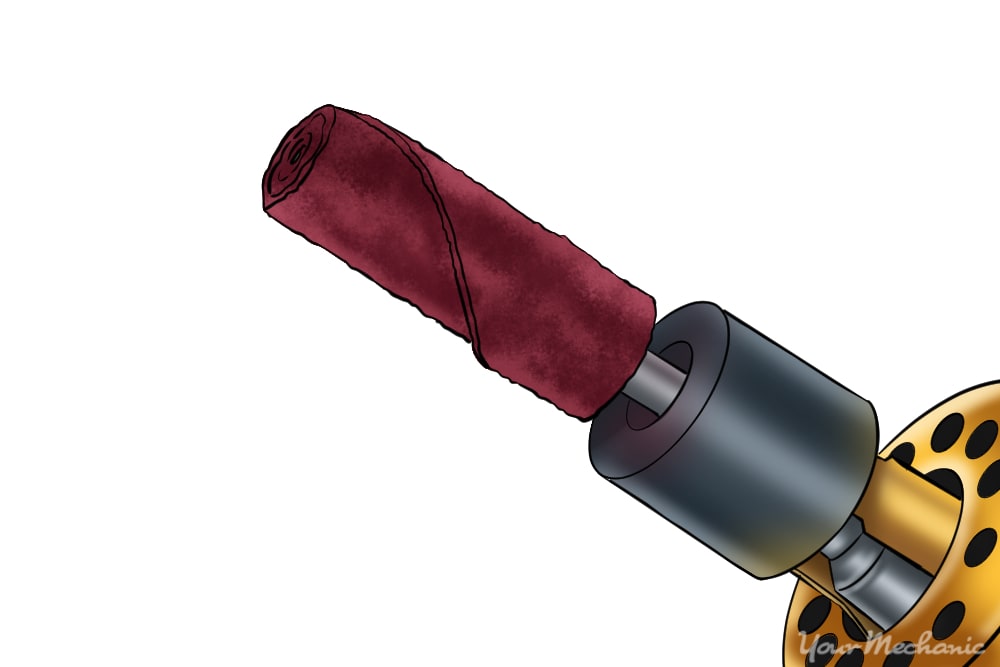
ステップ4:新しい表面積を滑らかにします。 記入項目の港が拡大されたら新しい表面積を滑らかにするのにより少なく粗いカートリッジロールを使用しなさい。
研削のほとんどを行うには40グリットカートリッジを使用し、素敵な滑らかな仕上げを得るために80グリットカートリッジを使用します。P>
ステップ5:吸気ランナーを検査します。 シリンダーヘッド底側を上に置き、吸気ランナーの内部をバルブ穴を通して点検します。
ステップ6:明らかな凹凸を削除します。 カートリッジを使用して鋭い回転、裂け目、谷、荒い鋳造、および鋳造の隆起を粉砕しなさい。
インテークランナーを均一にポートするには、40グリットカートリッジを使用します。 任意の欠陥を除去することを強調します。 その後、移植された領域をさらに滑らかにするために80グリットカートリッジを使用します。
- ヒント: 研削するときは、バルブが正式にシリンダーヘッドと接触する領域、バルブシートとも呼ばれる領域を研削しないように非常に注意してください。
ステップ7:他の吸気ランナーを完了します。 最初のインテークランナーを終えた後、第二のインテークランナー、第三のように移動します。
パート3of6:排気を移植する
排気側を移植することなく、エンジンは増加した空気量を効率的に排出するのに十分な変位を持たない。 エンジンの排気側をポートするには、手順は非常に同じです。
- Dykem Machinist
- 金色の髪のワイヤーブラシ
- 高速ドレメル(10,000+RPM可能)
- 浸透油
- 移植および研磨キット
- 安全メガネ
- 小型ドライバーまたは他の金属先のとがった道具
- サージカルマスクまたは呼吸保護の他の形態
- 作業手袋
ステップ1:交配領域をスクラブします。 Scotch-Briteパッドを使用して、シリンダーヘッドがエキゾーストガスケットと一致する領域をベアメタルにスクラブします。ステップ2
ステップ2
ステップ3: 機械工の赤または青で排気ランナーの周囲をペイントします。 塗料が乾燥した後、エキゾーストマニホールドガスケットをシリンダーヘッドに戻します。
排気マニホールドボルトまたはテープを使用して、ガスケットを所定の位置に保持します。
ステップ3:非常に小さなドライバーまたは同様のピン先の尖ったオブジェクトでペイントが表示されている領域をスクライブ。 必要に応じて、手順9のイメージを参照として使用します。
炭素堆積物がチェックされていないスポットに容易に集まり、乱流を引き起こす可能性があるため、粗い鋳造または鋳造バンプを粉砕します。
ステップ4: 筆記者の印に一致させるために港の入り口を拡大して下さい。 粉砕のほとんどをするのに矢頭の石ビットを使用して下さい。 注:arrowhead stoneビットは粗い仕上げを残すため、まだ期待どおりには見えない場合があります。
- ヒント:ポートを均等かつ均一に拡大してください。 最初のランナーが拡大プロセスを正確に測るのを助けるのに上で述べられる切られたワイヤーハンガーの技術を使用すれば。
ステップ5:カートリッジを使用して排気のランナーの拡大を左舷に取って下さい。 これはあなたに素敵な滑らかな仕上げを与えます。
ほとんどのコンディショニングを行うには、40グリットカートリッジから始めます。 表面を40屑のカートリッジと完全に働かせた後、素晴らしいrippleless終わりを得るのに80屑のカートリッジを使用して下さい。ステップ6:残りの排気ランナーを続行します。
ステップ6:残りの排気ランナーを続行します。 最初の排気ランナーの入口がきちんと左舷に取られたら残りの排気のランナーのためのこれらのステップを繰り返しなさい。
ステップ7:排気ランナーを点検します。 シリンダーヘッド底面を上に置き、排気ランナーの内部をバルブ穴を通して点検し、欠陥がないかどうかを確認します。
ステップ8:荒さか欠陥を取除いて下さい。 鋭い回転、裂け目、谷、荒い鋳造、および鋳造の隆起を粉砕しなさい。
排気ランナーを均一にポートするには、40グリットカートリッジを使用します。 欠陥を取除くことで強調し、そして更に左舷に取られた区域を滑らかにするのに80屑のカートリッジを使用して下さい。
-
警告: 前に述べたように、バルブが正式にシリンダーヘッドと接触する領域、バルブシートとも呼ばれる領域を誤って粉砕しないように非常に注意してくださ ヒント:スチールカーバイドビットを使用した後、必要に応じて表面をさらに滑らかにするために、より粗いカートリッジロールに切り替えます。
ステップ9:残りの排気ランナに対して繰り返します。 最初のエキゾーストランナの終わりが適切に移植されたら、残りのエキゾーストランナのために繰り返します。
: 研磨
- Dykem Machinist
- 金色の髪のワイヤーブラシ
- 高速ドレメル(10,000+RPM可能)
- 浸透油
- 移植および研磨キット
- 安全メガネ
- 小型ドライバーまたは他の金属製の尖った道具
- サージカルマスクまたは呼吸保護の他の形態
- 作業手袋
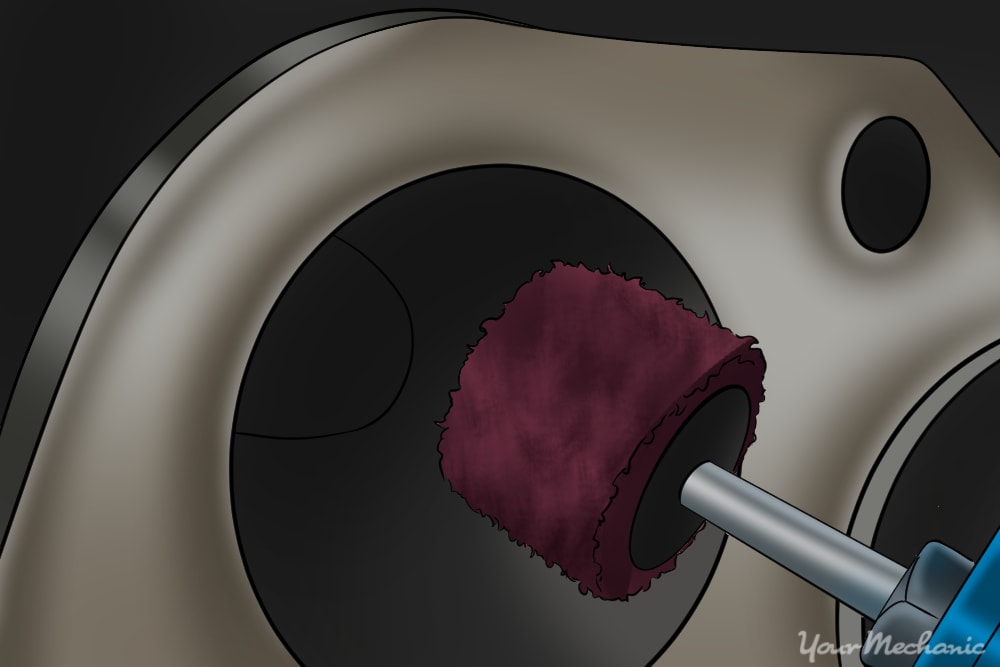
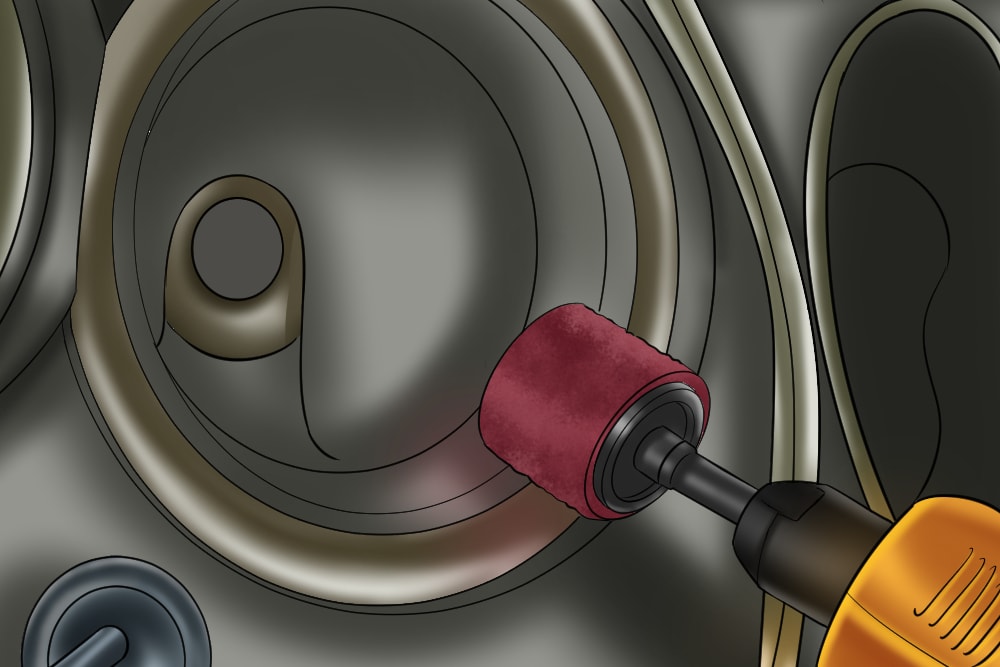
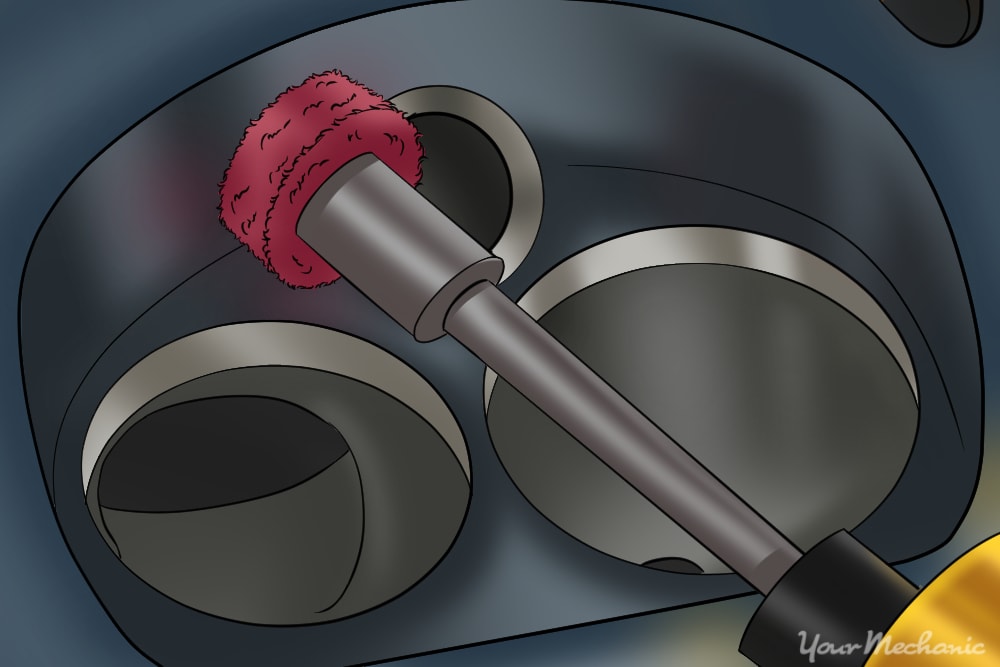
ステップ1:ランナーの内側を研磨します。 ランナーの内部を磨くのに左舷に取り、磨くキットからのフラッパーを使用して下さい。
フラッパーをサーフェス上に移動すると、増加して輝くはずです。 インテークランナーの内側に約インチと半分まで研磨する必要があります。 次のバッファーに移動する前に、インテークランナーを均一に研磨します。 ヒント:ビットの寿命を最大にするために、ドレメルの速度を約10000RPMに保つことを忘れないでください。
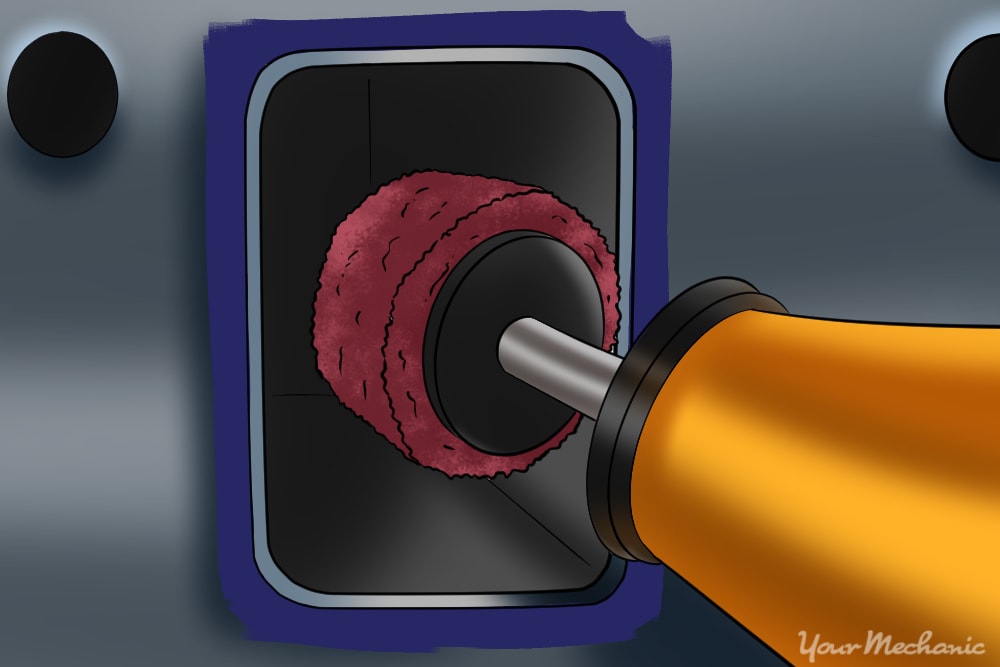
ステップ2:中グリットクロスバッファを使用します。 上と同じプロセスを繰り返しますが、フラッパーの代りに中型の屑の交差緩衝を使用して下さい。
ステップ3:細かいグリットクロスバッファーを使用します。 同じプロセスを再度繰り返しますが、最終的な終わりのために良い屑の交差緩衝を使用して下さい。
キラリと光る仕上げを引き出すのに役立つように、WD-40でバッファとランナーを少しずつスプレーすることをお勧めします。ステップ4:残りのランナーのために完了します。
ステップ4:残りのランナーのために完了します。 最初のインテークランナーが正常に研磨された後、第二のインテークランナー、第三のように移動します。
ステップ5:排気ランナーを研磨します。 すべてのインテークランナーが研磨されたら、エキゾーストランナーを研磨します。
上記の手順で提供されているのとまったく同じガイドラインとバッファシーケンスを使用して、各排気ランナーを研磨します。
ステップ6:ランナーの出口を磨く。 シリンダーヘッドの底面を上にして、吸気と排気のランナーの出口を磨くことができます。
ステップ7:同じバッファシーケンスを適用します。 吸気と排気の両方のランナーの出口を研磨するには、以前に使用されたのと同じバッファシーケンスを適用します。
研磨の第一段階のためにフラッパーを使用し、次に第二段階のための媒体屑の十字の緩衝、および最終的な光沢のための良い屑の十字の緩衝。 場合によってはフラッパーは堅い区域に合わないかもしれません。 その場合、フラッパーが達してない区域を左舷に取るのに媒体屑の十字の緩衝を使用して下さい。
- 先端:更に輝やきを説明するのに良い屑の十字の緩衝を使用している間小さい増分のWD-40に吹きかけることを忘れてはいけない。
ステップ8:シリンダーヘッドの底部に焦点を当てます。 それでは、シリンダーヘッドの底部の移植と研磨に本当に焦点を当ててみましょう。
ここでの目標は、事前に点火し、炭素堆積物をきれいにする可能性のある粗い表面処理を排除することです。 移植中にバルブシートを保護するために、バルブを元の場所に配置します。
パート4of6:シリンダーデッキとチャンバーを研磨
- Dykem Machinist
- 高速ドレメル(10,000+RPM可能)
- 浸透油
- 移植と研磨キット
- 安全メガネ
- 小型ドライバーまたは他の金属尖った道具
- サージカルマスクまたは呼吸保護の他の形態
- 作業手袋
- ジップタイ
ステッ: 部屋がデッキに会う区域を滑らかにするのにカートリッジロールを使用しなさい。 弁茎のまわりのタイのジッパーのタイは弁をしっかり止めるのを助けるために。
80グリットカートリッジは、移植のこの段階に十分でなければなりません。 各シリンダーデッキおよび部屋のこのステップを行って下さい。
ステップ2:シリンダーデッキを研磨します。 各シリンダーデッキが移植されたら、我々は以前とほぼすべての同じ技術を使用してそれらを研磨します。
今回はファイングリットクロスバッファーのみを使用して研磨します。 この時点で、あなたは本当にシリンダーヘッドのきらめきを参照してくださいを開始する必要があります。 実際にシリンダーヘッドをダイヤモンドのように明るく輝かせるためには最終的な輝きを引き出すのに良い屑の十字の緩衝を使用しなさい。 ヒント:ビットの寿命を最大にするために、ドレメルの速度を約10000RPMに保つことを忘れないでください。ヒント:ファイングリットクロスバッファーを使用しながら、WD-40を少しずつスプレーして、輝きをさらに説明することを忘れないでください。
ul: 完全な弁のラップ
- Dykemの機械工
- ラップ用具
- ラップの混合物
- 外科用マスクか呼吸の保護の他の形態
- 仕事の手袋
次に、私達はあ この再調整プロセスは弁のラップとして知られています。
ステップ1:機械工ブルー赤または青でバルブシートの周 塗料は、ラッピングパターンを視覚化し、ラッピングが完了したときに示すのに役立ちます。
ステップ2:化合物を適用します。 弁の基盤にラップの混合物を加えて下さい。
ステップ3:ラップツールを適用します。 弁を元の位置に戻し、ラップ用具を加えて下さい。
少し圧力をかけて、手を暖めるような速いペースで、または火を始めようとしているかのように、ラップツールを手の間で回します。
ステップ4:パターンを検査します。 数秒後、バルブを座席から引き出し、作成したパターンを検査します。
バルブとシートが光沢のあるリングを開発した場合、あなたの仕事は完了し、次のバルブとバルブシートに移動することができます。 そうでない場合は、交換する必要があります曲がったバルブを持っている良いチャンスがあります。
ステップ5:削除した部分を再インストールします。 カムシャフト、ロッカーアーム、バルブスプリング、リテーナー、リフターを再取り付けします。
ステップ6:シリンダーヘッドを取り付け直します。 終了した場合車を始める前のタイミングを慎重に検査して下さい。
バフ研磨、研磨、研削、ラッピングに費やされたすべての時間が報われました。
性能の結果を確認するためには、機械工場にシリンダーヘッドを取り、流れのベンチをテストしてもらいなさい。 テストは漏出を露出し、ランナーを通過する気流の容積を見ることを可能にする。 あなたは、各吸気ランナーを通過するボリュームが非常に似ていることをしたいです。 プロセスについての質問があったら、速く、有用な助言を機械工に頼み、もし必要なら取り替えられるあなたのシリンダーヘッドの温度検出器を持
Leave a Reply