Come porta e lucidare la vostra auto Teste dei cilindri
Uno dei modi più semplici per guadagnare 20 a 30 cavalli è quello di acquistare porting e lucidato aftermarket teste dei cilindri. Il motore amerà l’aggiornamento, ma il tuo portafoglio potrebbe non esserlo. Le testate aftermarket di oggi hanno un prezzo elevato.
Per alleviare una parte della pressione finanziaria, è possibile inviare la testa del cilindro a un’officina per il lavoro di porting e lucidatura, ma sarà costoso. Il modo migliore per risparmiare la maggior parte dei soldi, mentre raccogliendo gli stessi benefici di prestazioni è quello di investire il proprio tempo personale in porting e lucidare la testa del cilindro da soli.
Il processo di porting e lucidatura è sostanzialmente lo stesso per tutte le teste dei cilindri. Qui di seguito vi forniremo una guida facile alla porta e lucidare le teste dei cilindri in modo corretto, sicuro ed efficiente. Tuttavia, tieni presente che tutto ciò che viene suggerito in questo articolo viene eseguito a tuo rischio. È molto facile macinare troppo metallo, che è irreversibile e probabilmente riterrà inutilizzabile la testata.
- Nota: Se avete poca o nessuna esperienza con un Dremel si consiglia di praticare su una testata di ricambio prima. Vecchio, teste dei cilindri di ricambio possono essere acquistati presso un cantiere di recupero o un negozio può essere disposto a farvi avere un vecchio gratis.
Parte 1 di 6: Preparazione per il lavoro
Materiali necessari
- 2-3 lattine di detergente per freni
- Pastiglie Scotch-Brite
-
Guanti da lavoro
-
Suggerimento: l’intero processo richiederà del tempo. Forse 15 ore di lavoro o più. Si prega di rimanere paziente ed esercitare la determinazione durante questa procedura.
Passo 1: Rimuovere la testa del cilindro. Questo processo varia da motore a motore, quindi è necessario consultare il manuale per tutti i dettagli.
In generale, è necessario rimuovere tutte le parti dalla testa che ostacolano la rimozione e sarà necessario rimuovere i dadi e bulloni che fissano la testa.
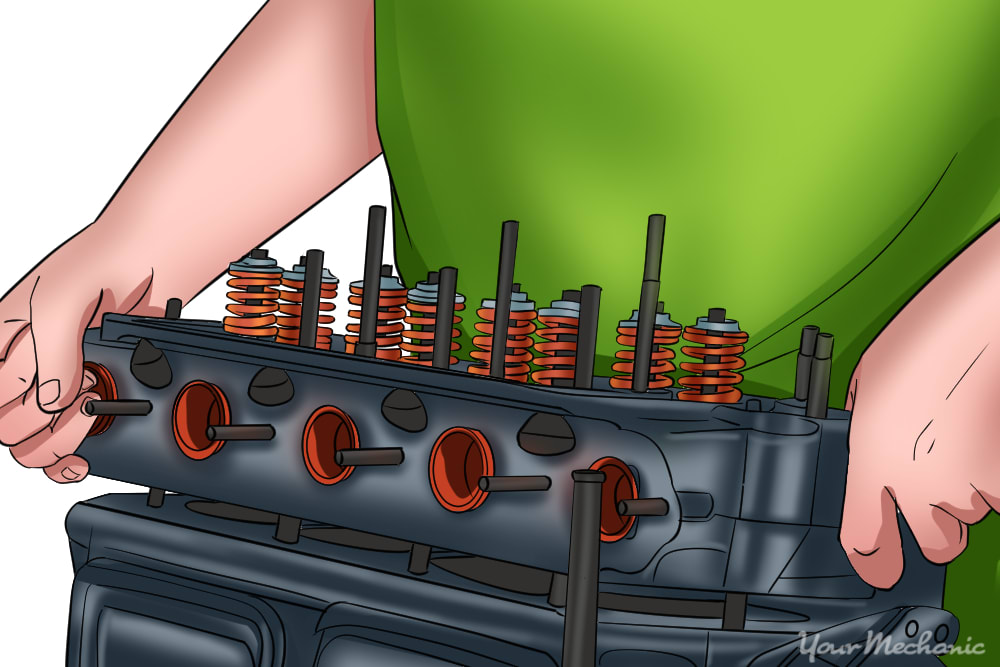
Passo 2: Rimuovere l’albero a camme, bilancieri, molle delle valvole, fermi, valvole e sollevatori. Si dovrebbe fare riferimento al manuale per le specifiche sulla rimozione di questi come ogni auto è molto diversa.
- Suggerimento: Ogni componente rimosso deve essere reinstallato esattamente nella posizione da cui è stato rimosso. Durante lo smontaggio, ordinare i componenti rimossi in un modo in cui è possibile tenere facilmente traccia delle posizioni originali.
Passo 3: Pulire accuratamente la testa del cilindro di olio e detriti con freno pulito. Scrub con una spazzola metallica dai capelli d’oro o un tampone Scotch-Brite per aiutare a rimuovere eventuali depositi ostinati.
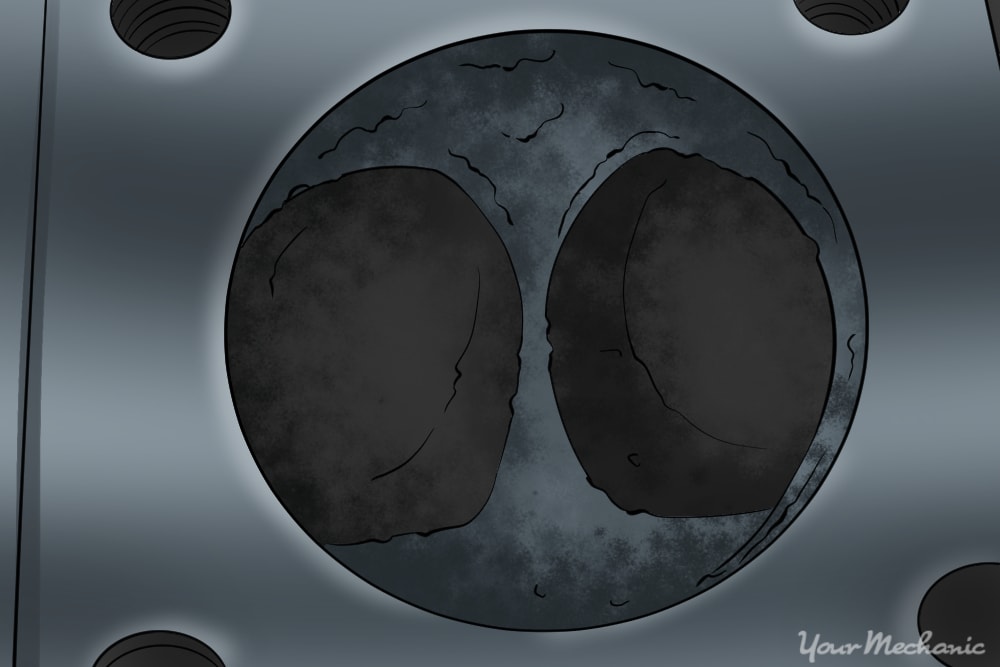
Passo 4: Ispezionare la testa del cilindro per crepe. Più comunemente appariranno tra le sedi delle valvole adiacenti.
- Suggerimento: Se si trova una crepa nella testata, la testata deve essere sostituita.
Passo 5: Strofinare il punto di connessione. Utilizzare un tampone Scotch-Brite o una carta vetrata a grana 80 per strofinare l’area in cui la testata del cilindro si accoppia con la guarnizione di aspirazione fino al metallo nudo.
Parte 2 di 6: Aumentare il flusso d’aria
- Dykem Macchinista
- dai capelli d’Oro spazzola metallica
- Alta velocità di Dremel (più di 10.000 RPM in grado)
- Lappatura strumento
- miscela abrasiva
- olio Penetrante
- Porting e kit di lucidatura
- occhiali di Sicurezza
- Piccolo cacciavite o altri metallizzato punta utensile
- maschere Chirurgiche o di altra forma di protezione per le vie respiratorie
- guanti da Lavoro
- legami con Zip
Passo 1: Corrispondenza con l’assunzione di porte per l’assunzione di guarnizioni. Con guarnizione collettore di aspirazione premuto contro la testa del cilindro si può vedere quanto metallo può essere rimosso per aumentare il flusso d’aria.
Il canale di aspirazione può essere allargato molto di più per adattarsi alla circonferenza della guarnizione di aspirazione.
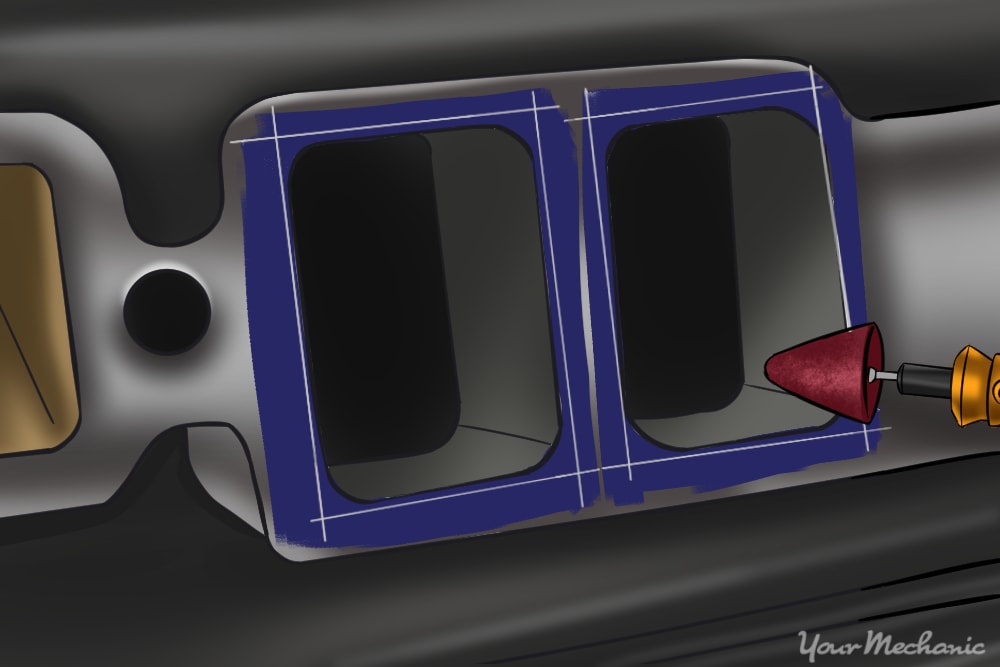
Passo 2: Dipingere il perimetro del corridore di aspirazione con machinist rosso o blu. Dopo che la vernice si asciuga accoppia la guarnizione del collettore di aspirazione alla testa del cilindro.
Utilizzare un bullone collettore di aspirazione o nastro per aiutare a tenere la guarnizione in posizione.
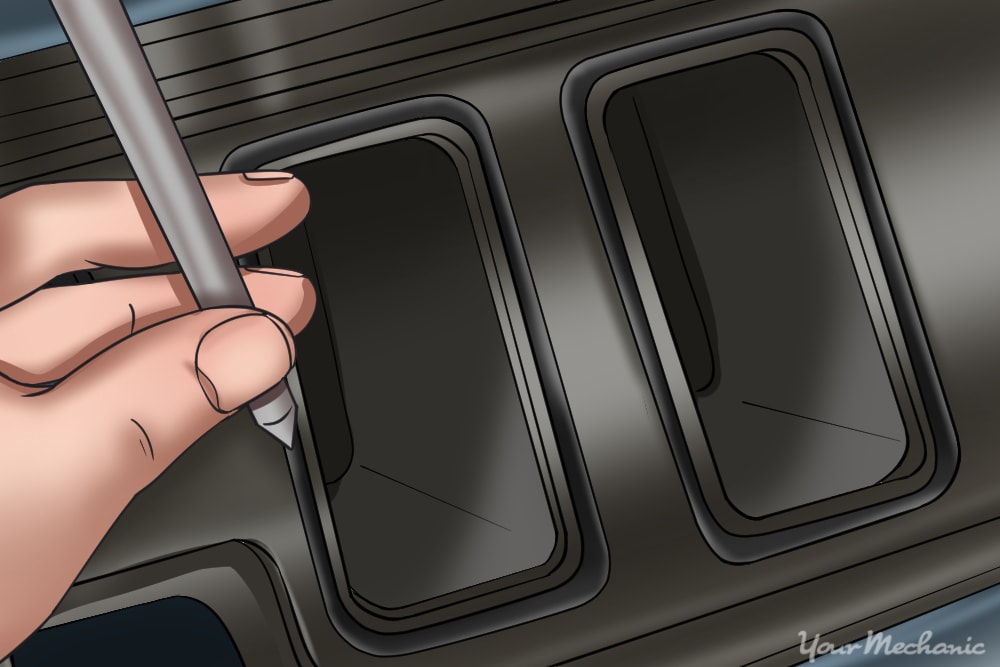
Passo 3: Traccia intorno al canale di aspirazione. Utilizzare un piccolo cacciavite o un simile oggetto appuntito per scribe o tracciare le aree intorno al canale di aspirazione in cui è visibile la vernice.
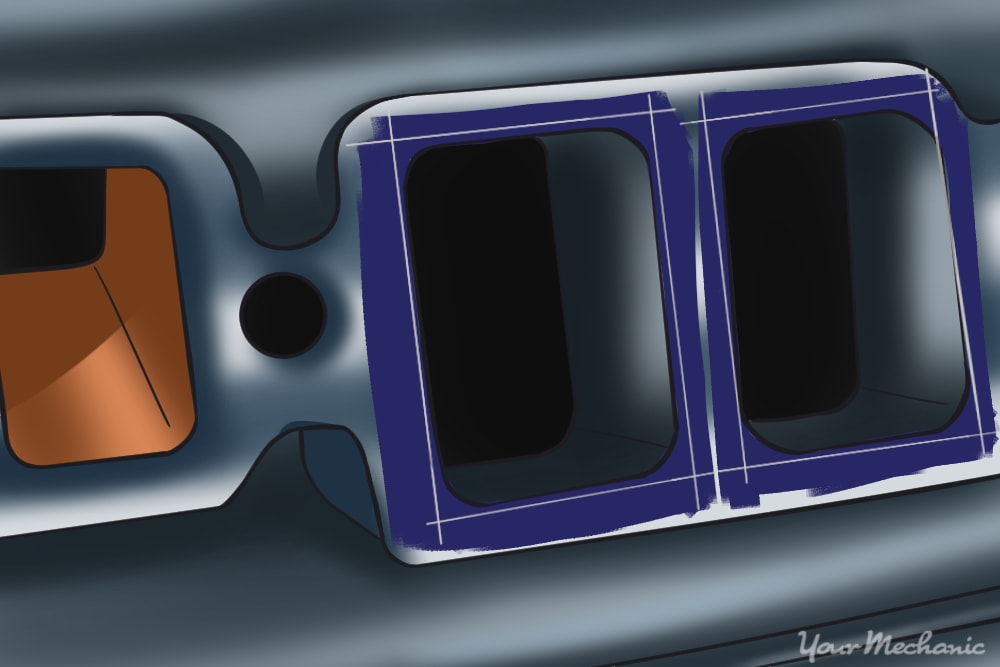
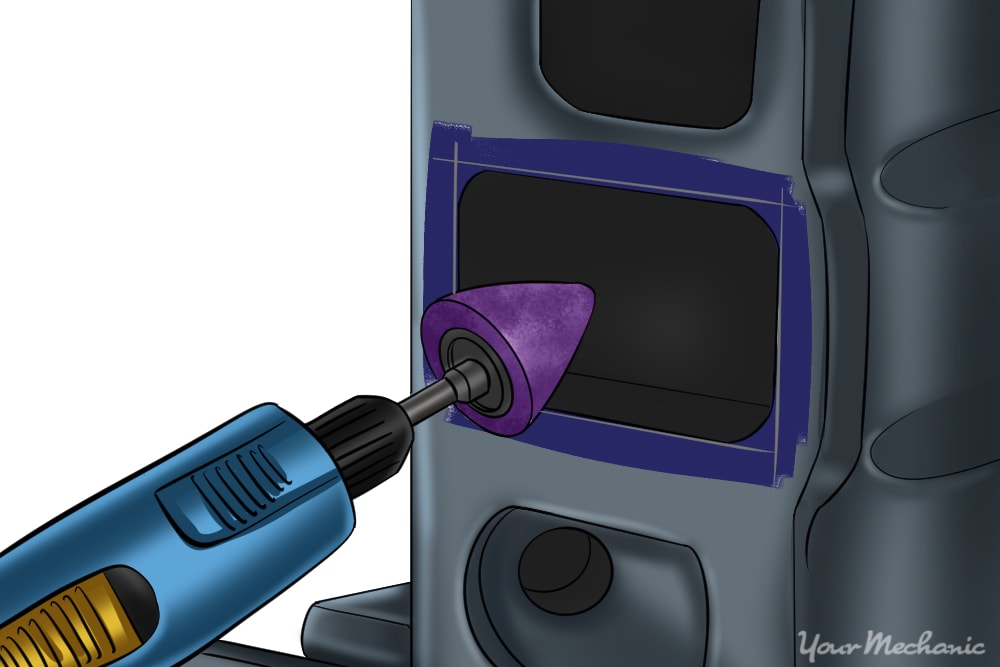
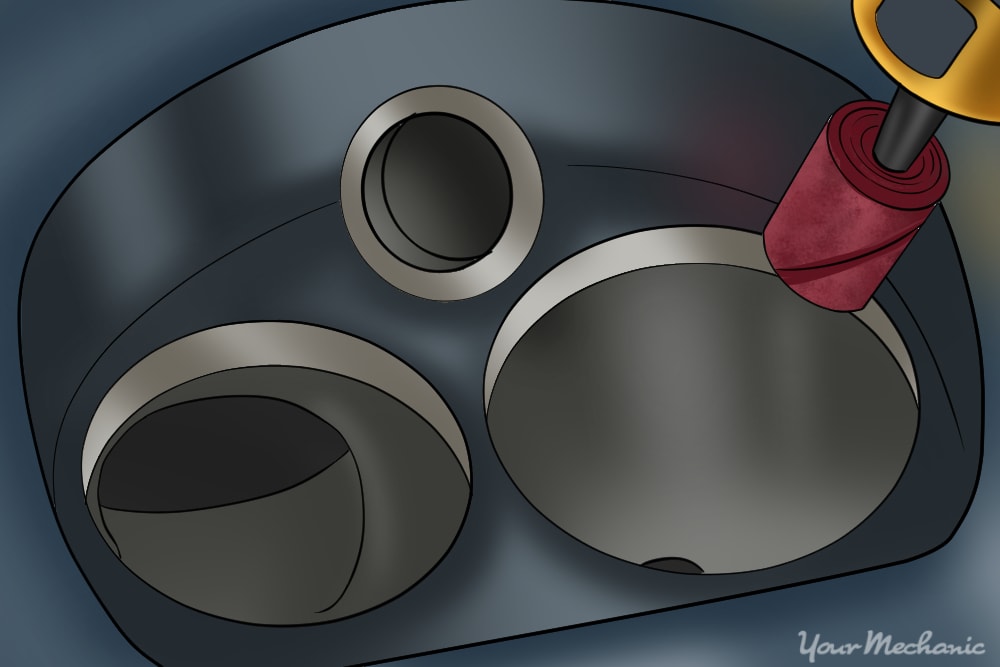
Passo 4: Rimuovere il materiale all’interno dei segni scribe. Utilizzare il bit di pietra punta di freccia per rimuovere il materiale all’interno dei segni scriba moderatamente.
La freccia lapide bit lascerà una finitura ruvida, in modo da essere estremamente attenti a non più di ingrandire la porta o erroneamente macinare nella zona che si estende nella guarnizione di aspirazione area di copertura.
Ingrandire il corridore di aspirazione in modo uniforme e uniforme. Non c’è bisogno di andare troppo in profondità all’interno del corridore. È solo necessario portare circa un pollice a un pollice e mezzo nel corridore di aspirazione.
Mantenere la velocità Dremel regolata a circa 10.000 giri / min o si consumeranno i bit più velocemente. Prendere in considerazione il numero di GIRI di fabbrica del Dremel che si sta utilizzando per aiutare a determinare quanto più veloce o più lento il numero di giri deve essere regolato per raggiungere la gamma 10.000.
Ad esempio, se il Dremel che si sta utilizzando ha un RPM di fabbrica di 11.000 è sicuro di dire che è possibile eseguirlo a pieno regime senza bruciare i bit. D’altra parte, se il Dremel ha un numero di GIRI di fabbrica di 20.000, quindi tenere l’acceleratore circa a metà fino a un punto solo in cui il Dremel funziona a circa la metà della velocità.
- Attenzione: non rimuovere il metallo che si estende nell’area di copertura della guarnizione altrimenti potrebbe verificarsi una perdita.
-
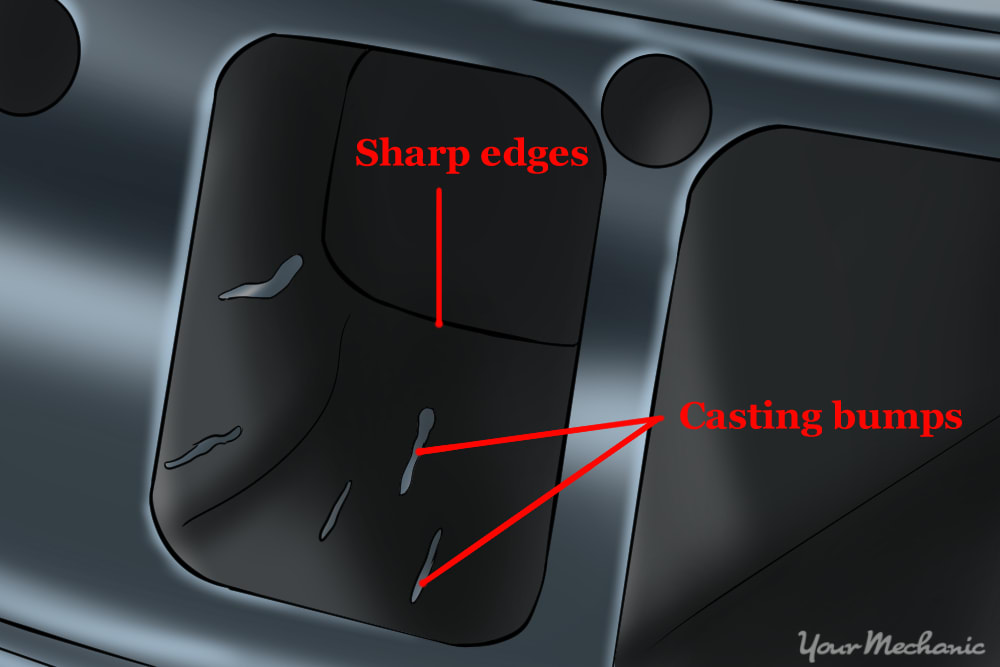
Punta: Macinare via eventuali curve strette, fessure, valli, colata ruvida, e colata dossi all’interno del corridore di aspirazione, ove possibile. Fare riferimento all’immagine seguente per un esempio di fusione di dossi e spigoli vivi.
-
Suggerimento: Assicurarsi di ingrandire la porta in modo uniforme e uniforme. Una volta che il primo corridore è ingrandito usi un gancio del cavo del taglio per contribuire a valutare il processo dell’ingrandimento. Tagliare il gancio in una lunghezza che è in riferimento alla larghezza del primo condotto di scarico portato. Pertanto, è possibile utilizzare il gancio di taglio come un calibro per avere una migliore idea di quanto gli altri corridori devono essere ingranditi. Ogni allargamento corridore di aspirazione dovrebbe essere circa uguali tra loro in modo che possano fluire lo stesso volume. La stessa regola vale anche per i corridori di scarico.
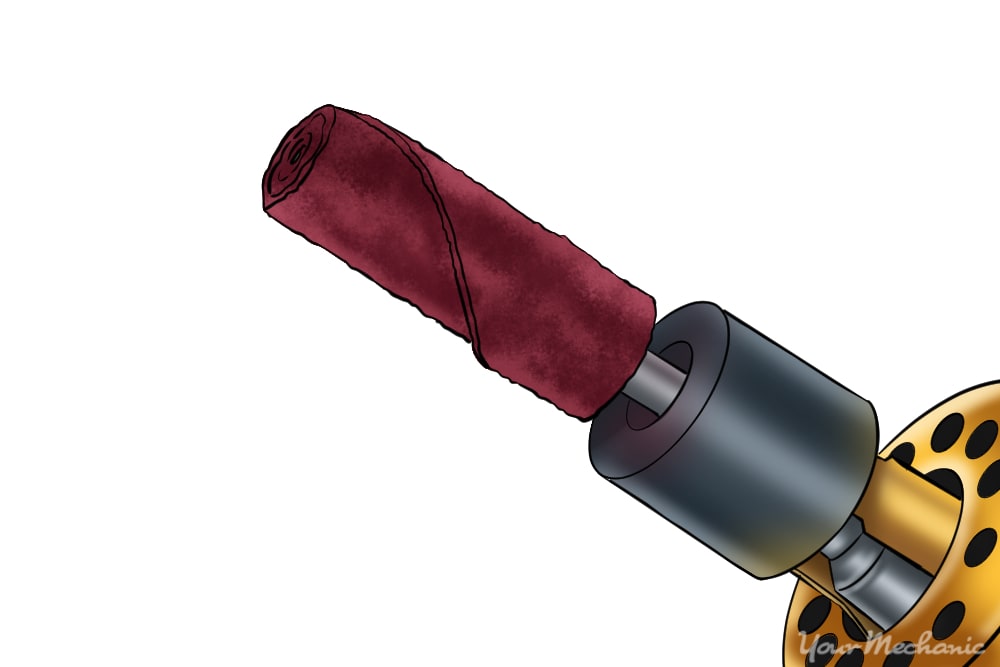
Passo 4: Appianare la nuova superficie. Una volta ingrandita la porta di ingresso, utilizzare i rotoli di cartuccia meno grossolani per appianare la nuova superficie.
Utilizzare una cartuccia a grana 40 per eseguire la maggior parte della rettifica, quindi utilizzare una cartuccia a grana 80 per ottenere una bella finitura liscia.
Passo 5: Ispezionare le guide di aspirazione. Posizionare il lato inferiore della testata verso l’alto e ispezionare l’interno delle guide di aspirazione attraverso i fori della valvola.
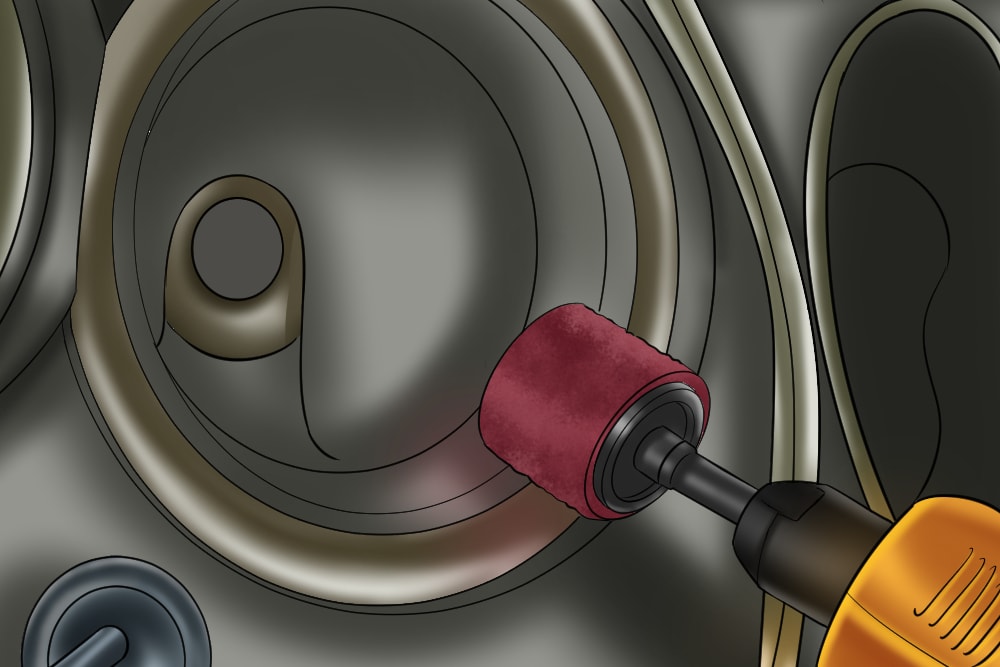
Passo 6: Rimuovere eventuali irregolarità evidenti. Macinare via eventuali curve strette, fessure, valli, colata ruvida, e colata dossi utilizzando le cartucce.
Utilizzare una cartuccia a grana 40 per portare uniformemente il canale di aspirazione. Enfatizzare sulla rimozione di eventuali imperfezioni. Quindi utilizzare una cartuccia a grana 80 per lisciare ulteriormente l’area portata.
- Suggerimento: Durante la macinazione essere estremamente attenti a non macinare tutte le aree in cui la valvola sarebbe ufficialmente entrare in contatto con la testa del cilindro, noto anche come sede della valvola, o un nuovo lavoro valvola sarà il risultato.
Passo 7: Completare gli altri corridori di aspirazione. Dopo aver terminato il primo corridore di aspirazione passare al secondo corridore di aspirazione, terzo e così via.
Parte 3 di 6: Porting dello scarico
Senza porting lato scarico troppo il motore non avrà abbastanza cilindrata per consentire l’aumento del volume d’aria per uscire in modo efficiente. Per portare il lato di scarico del motore i passaggi sono molto uguali.
- Dykem Macchinista
- dai capelli d’Oro spazzola metallica
- Alta velocità di Dremel (più di 10.000 RPM in grado)
- olio Penetrante
- Porting e kit di lucidatura
- occhiali di Sicurezza
- Piccolo cacciavite o altri metallizzato punta utensile
- maschere Chirurgiche o di altra forma di protezione per le vie respiratorie
- guanti da Lavoro
Passo 1: Macchia la zona di accoppiamento. Utilizzare il tampone Scotch-Brite per strofinare l’area in cui la testata del cilindro si accoppia con la guarnizione di scarico fino al metallo nudo.
Passaggio 2: Dipingere il perimetro del corridore di scarico con machinist rosso o blu. Dopo che la vernice si asciuga accoppia la guarnizione del collettore di scarico alla testa del cilindro.
Utilizzare un bullone collettore di scarico o nastro per aiutare a tenere la guarnizione in posizione.
Passo 3: Scribe le aree in cui la vernice è visibile con un piccolo cacciavite o un simile oggetto appuntito. Utilizzare le immagini nel passaggio 9 come riferimenti, se necessario.
Macinare via qualsiasi colata ruvida o urti di colata perché i depositi di carbonio potrebbero facilmente raccogliere su punti lasciati incontrollati e causare turbolenze.
Passaggio 4: Ingrandire l’apertura della porta per abbinare i segni dello scriba. Utilizzare il bit di pietra punta di freccia per fare la maggior parte della macinazione.
- Nota: Il bit di pietra punta di freccia lascerà una finitura ruvida, quindi potrebbe non sembrare come ci si aspetterebbe appena ancora.
- Suggerimento: Assicurarsi di ingrandire la porta in modo uniforme e uniforme. Una volta che il primo corridore è ingrandito usi la tecnica del gancio del cavo del taglio menzionata sopra per contribuire a valutare il processo dell’ingrandimento.
Passo 5: Portare l’allargamento del canale di scarico utilizzando le cartucce. Questo vi darà una bella finitura liscia.
Inizia con una cartuccia a grana 40 per fare la maggior parte del condizionamento. Dopo aver lavorato a fondo la superficie con la cartuccia a grana 40, utilizzare una cartuccia a grana 80 per ottenere una bella finitura senza increspature.
Passo 6: Continuare sui restanti corridori di scarico. Una volta che il primo ingresso del canale di scarico è stato portato correttamente, ripetere questi passaggi per i restanti canali di scarico.
Passo 7: Ispezionare i corridori di scarico. Posizionare il lato inferiore della testata verso l’alto e ispezionare l’interno delle guide di scarico attraverso i fori della valvola per verificare eventuali imperfezioni.
Passaggio 8: Rimuovere eventuali rugosità o imperfezioni. Macinare via eventuali curve strette, fessure, valli, colata ruvida, e urti colata.
Utilizzare una cartuccia a grana 40 per portare uniformemente il canale di scarico. Enfatizzare la rimozione di eventuali imperfezioni, quindi utilizzare una cartuccia a grana 80 per lisciare ulteriormente l’area del porting.
-
Attenzione: Come detto prima, fare molta attenzione a non macinare erroneamente nessuna delle aree in cui la valvola entrerebbe ufficialmente in contatto con la testata del cilindro, nota anche come sede della valvola, o potrebbero verificarsi danni irreversibili estremi.
-
Suggerimento: Dopo aver utilizzato la punta in carburo di acciaio, passare a un rotolo di cartuccia meno grossolano per levigare ulteriormente la superficie dove necessario
Passo 9: Ripetere per i restanti corridori di scarico. Una volta che la fine del primo canale di scarico è correttamente portato ripetere per i restanti corridori di scarico.
Parte 4 di 6: Lucidatura
- Dykem Macchinista
- dai capelli d’Oro spazzola metallica
- Alta velocità di Dremel (più di 10.000 RPM in grado)
- olio Penetrante
- Porting e kit di lucidatura
- occhiali di Sicurezza
- Piccolo cacciavite o altri metallizzato punta utensile
- maschere Chirurgiche o di altra forma di protezione per le vie respiratorie
- guanti da Lavoro
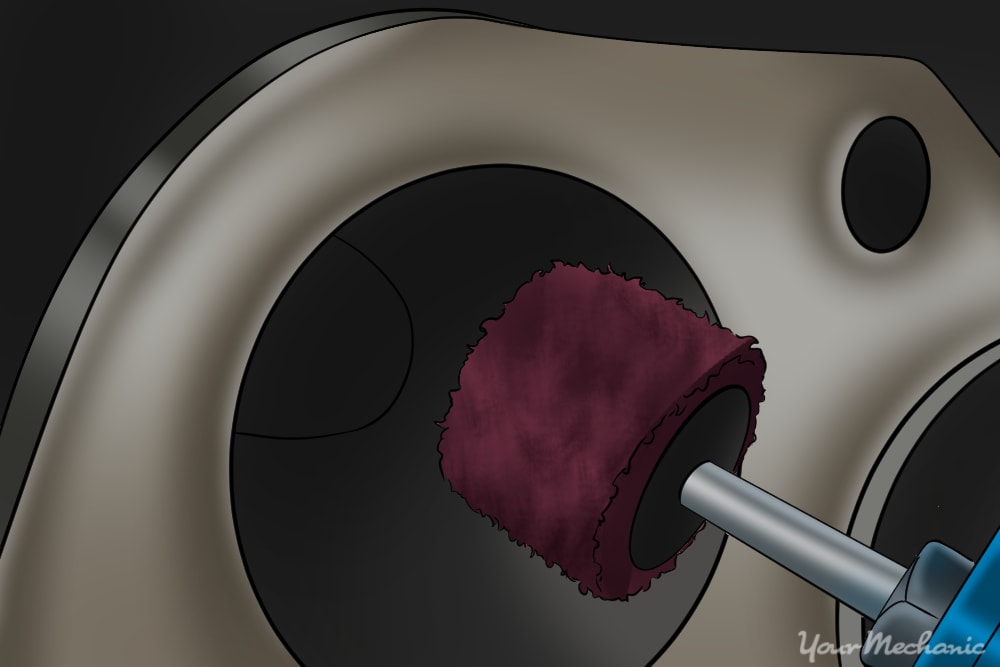
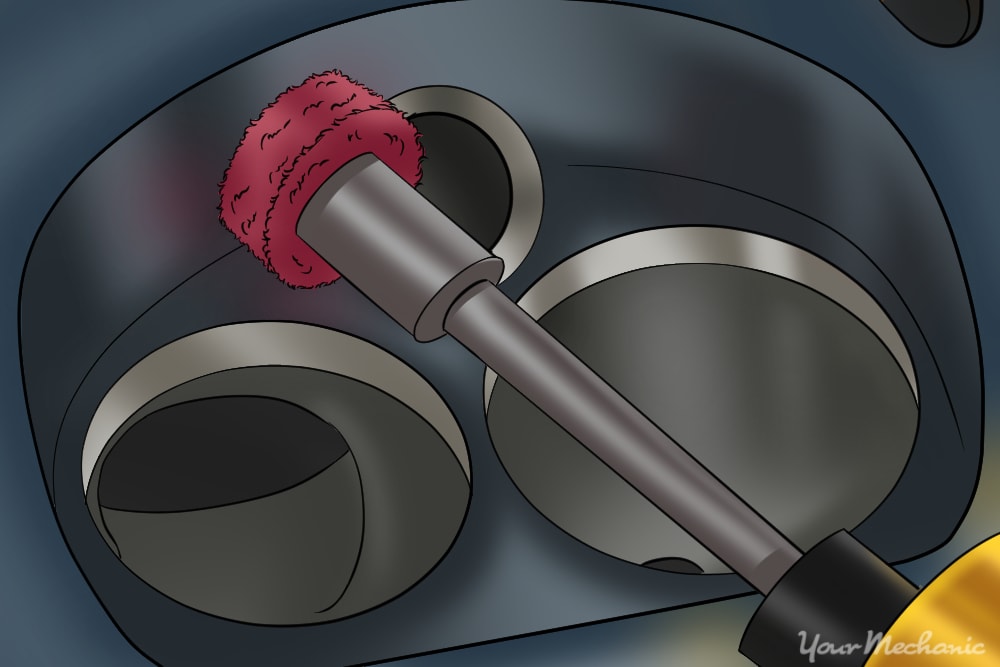
Passo 1: polacco interno del corridore. Utilizzare il flapper dal porting e kit di lucidatura per lucidare l’interno del corridore.
Si dovrebbe vedere un aumento e brillare come si sposta il flapper attraverso la superficie. È solo necessario lucidare fino a circa un pollice a un pollice e mezzo all’interno del corridore di aspirazione. Lucidare uniformemente il canale di aspirazione prima di passare al tampone successivo.
- Suggerimento: Ricordarsi di mantenere la velocità Dremel a circa 10000 RPM per massimizzare la durata dei bit.
Passo 2: Utilizzare il medio grana cross-buffer. Ripetere lo stesso processo di cui sopra, ma utilizzare la grana media cross-buffer al posto del flapper.
Passaggio 3: utilizzare un buffer incrociato a grana fine. Ripetere lo stesso processo di nuovo, ma utilizzare una grana fine cross-buffer per la finitura finale.
Si consiglia di spruzzare buffer e runner in piccoli incrementi con WD-40 per contribuire a far risaltare una finitura scintillante e scintillante.
Passo 4: Completare per i corridori rimanenti. Dopo che il primo corridore di aspirazione è stato lucidato con successo, passare al secondo corridore di aspirazione, terzo e così via.
Passo 5: Lucidare i corridori di scarico. Quando tutti i corridori di aspirazione sono lucidati procedere a lucidare i corridori di scarico.
Lucidare ogni canale di scarico utilizzando esattamente le stesse linee guida e la stessa sequenza di buffer fornita nei passaggi precedenti.
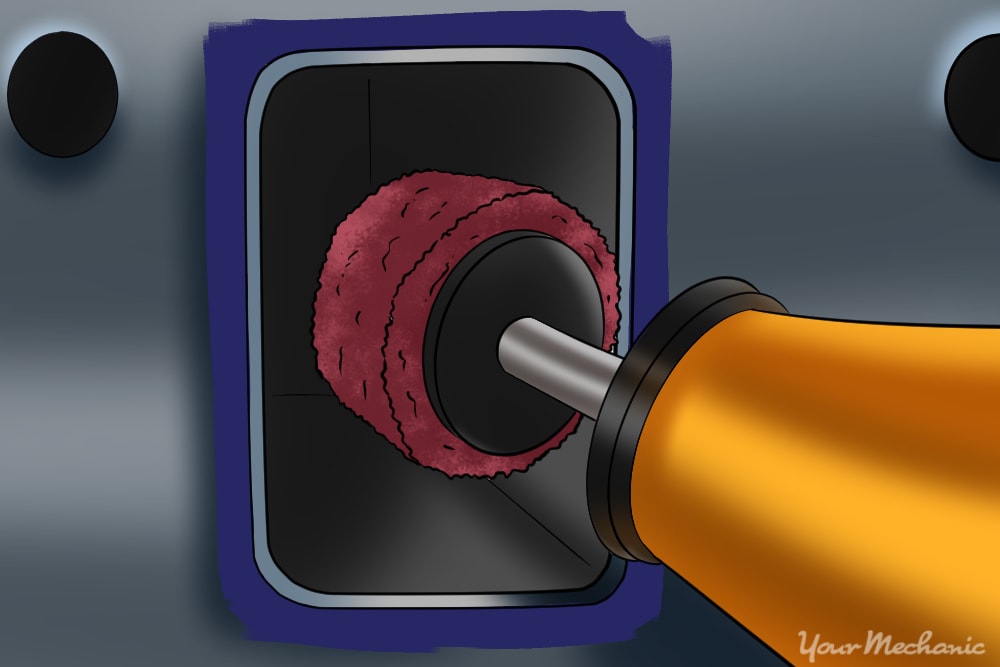
Passo 6: Lucidare le prese dei corridori. Posizionare il lato inferiore della testata verso l’alto in modo da poter lucidare le uscite dei corridori di aspirazione e scarico.
Passo 7: Applicare la stessa sequenza di buffer. Per lucidare le uscite di entrambi i corridori di aspirazione e scarico applicare la stessa sequenza di buffer che è stato precedentemente utilizzato.
Utilizzare il flapper per la prima fase di lucidatura, quindi un buffer a grana media per la seconda fase e un buffer a grana fine per la lucidatura finale. In alcuni casi la falda non può adattarsi in spazi ristretti. In tal caso, utilizzare il buffer trasversale a grana media per portare le aree che il flapper non è in grado di raggiungere.
- Suggerimento: non dimenticare di spruzzare WD-40 in piccoli incrementi mentre usi il buffer incrociato a grana fine per illustrare ulteriormente una lucentezza.
Passo 8: Messa a fuoco sulla parte inferiore della testata. Ora concentriamoci davvero sul porting e sulla lucidatura della parte inferiore della testata.
L’obiettivo qui è eliminare le superfici ruvide che potrebbero causare preaccensione e depositi di carbonio puliti. Posizionare le valvole nelle loro posizioni originali per proteggere le sedi delle valvole durante il porting.
la Parte 4 di 6: lucidare il cilindro ponte e camera
- Dykem Macchinista
- Alta velocità di Dremel (più di 10.000 RPM in grado)
- olio Penetrante
- Porting e kit di lucidatura
- occhiali di Sicurezza
- Piccolo cacciavite o altri metallizzato punta utensile
- maschere Chirurgiche o di altra forma di protezione per le vie respiratorie
- guanti da Lavoro
- legami con Zip
Passo 1: Utilizzare i rulli della cartuccia per lisciare l’area in cui la camera incontra il ponte. Cravatta fascette attorno allo stelo della valvola per aiutare a fissare le valvole in posizione.
La cartuccia a grana 80 dovrebbe essere adeguata per questa fase di porting. Eseguire questo passaggio su ogni piano del cilindro e camera.
Fase 2: Lucidare il ponte del cilindro. Una volta che ogni ponte cilindro è stato portato noi li lucidare utilizzando quasi tutte le stesse tecniche di prima.
Questa volta lucidare utilizzando solo utilizzando il buffer croce grana fine. A questo punto si dovrebbe davvero iniziare a vedere lo scintillio della testa del cilindro. Per rendere davvero brillante la testa del cilindro come un diamante, utilizzare il buffer trasversale a grana fine per far risaltare la scintilla finale.
-
Suggerimento: Ricordarsi di mantenere la velocità Dremel a circa 10000 giri / min per massimizzare la durata dei bit.
-
Suggerimento: non dimenticare di spruzzare WD-40 in piccoli incrementi mentre usi il buffer incrociato a grana fine per illustrare ulteriormente una lucentezza.
Parte 6 di 6: Valvola completa lappatura
- Dykem Machinist
- Strumento lappatura
- Composto lappatura
- Maschere chirurgiche o altra forma di protezione respiratoria
- Guanti da lavoro
Successivamente, ricondizioneremo le sedi delle valvole in modo sicuro. Questo processo di ricondizionamento è noto come lappatura delle valvole.
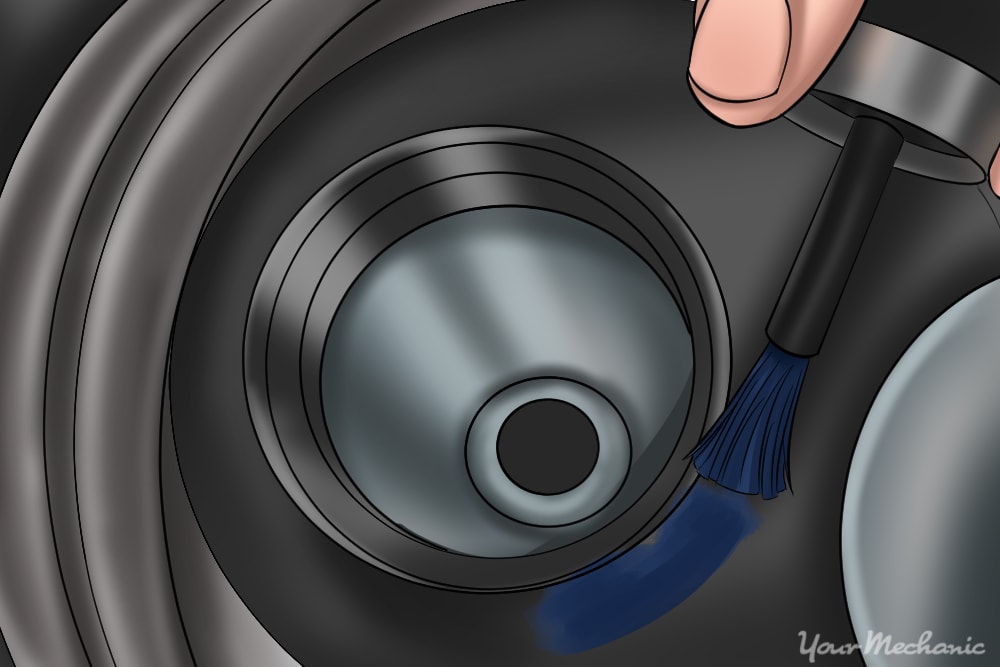
Fase 1: Dipingere il perimetro delle sedi delle valvole con machinist blue red o blue. La vernice aiuterà a visualizzare il motivo di lappatura e indicare quando la lappatura è completa.
Passaggio 2: Applicare il composto. Applicare il composto di lappatura alla base della valvola.
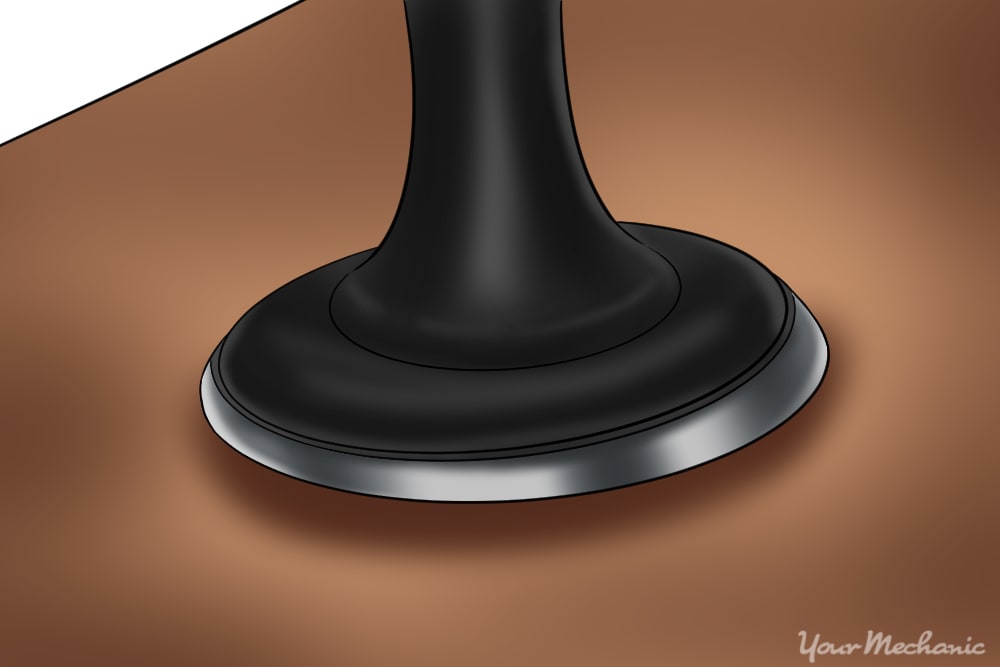
Passo 3: Applicare l’utensile di lappatura. Rimettere la valvola nella posizione originale e applicare lo strumento di lappatura.
Con un po ‘ di pressione girare lo strumento di lappatura tra le mani ad un ritmo veloce come il riscaldamento le mani o come se si sta cercando di accendere un fuoco.
Passo 4: Ispezionare il modello. Dopo alcuni secondi tirare la valvola dal sedile e ispezionare il modello che hai creato.
Se la valvola e la sede hanno sviluppato un anello lucido, il tuo lavoro è fatto e puoi passare alla valvola e alla sede della valvola successiva. In caso contrario, c’è una buona probabilità di avere una valvola piegata che dovrà essere sostituita.
Passo 5: Reinstallare tutti i pezzi rimossi. Reinstallare l’albero a camme, i bilancieri, le molle delle valvole, i fermi e i sollevatori.
Passo 6: Reinstallare la testata. Al termine ricontrollare i tempi prima di avviare il veicolo.
Tutto quel tempo trascorso a lucidare, lucidare, levigare e lappare ha dato i suoi frutti. Per verificare i risultati delle prestazioni, portare la testa del cilindro in un’officina meccanica e testarla sul banco di flusso. Il test esporrà eventuali perdite e permetterà di vedere il volume del flusso d’aria in transito i corridori. Si desidera che il volume in transito ogni corridore di aspirazione per essere molto simile. Se avete domande sul processo, Chiedere un meccanico per qualche consiglio rapido e utile, ed essere sicuri di avere il sensore di temperatura testata sostituito, se necessario.
Leave a Reply