Hvordan Port Og polere Bilen Topplokk
En av de enkleste måtene å få 20 til 30 hestekrefter er å kjøpe portet og polert ettermarkedet topplokk. Motoren vil elske oppgraderingen, men lommeboken din kan ikke. Dagens ettermarkedet topplokk kommer med en høy prislapp.
for å lindre noe av det økonomiske presset, kan du sende sylinderhodet til en maskinbutikk for porting og polering jobb, men det vil bli dyrt. Den beste måten å spare mest penger mens høster de samme ytelsesfordeler er å investere din egen personlige tid i porting og polering topplokk selv.
porting og polering prosessen er stort sett den samme for alle topplokk. Nedenfor vil vi gi en enkel guide til port og polsk topplokk riktig, trygt og effektivt. Vær imidlertid oppmerksom på at alt som er foreslått i denne artikkelen, utføres på egen risiko. Det er veldig lett å male altfor mye metall, som er irreversibel og vil trolig anse topplokk ubrukelig.
- Merk: Hvis Du har liten eller ingen erfaring med En Dremel, anbefales det at du trener på et ekstra topplokk først. Gamle, ekstra topplokk kan kjøpes på en berging verftet eller en butikk kan være villig til å la deg ha en gammel en gratis.
Del 1 av 6: Prepping for jobben
Materialer Som Trengs
- 2-3 bokser med brems renere
- Scotch-Brite pads
-
arbeidshansker
-
Tips: Hele denne prosessen vil ta litt tid. Muligens 15 arbeidstimer eller mer. Vennligst vær tålmodig og utøve besluttsomhet under denne prosedyren.
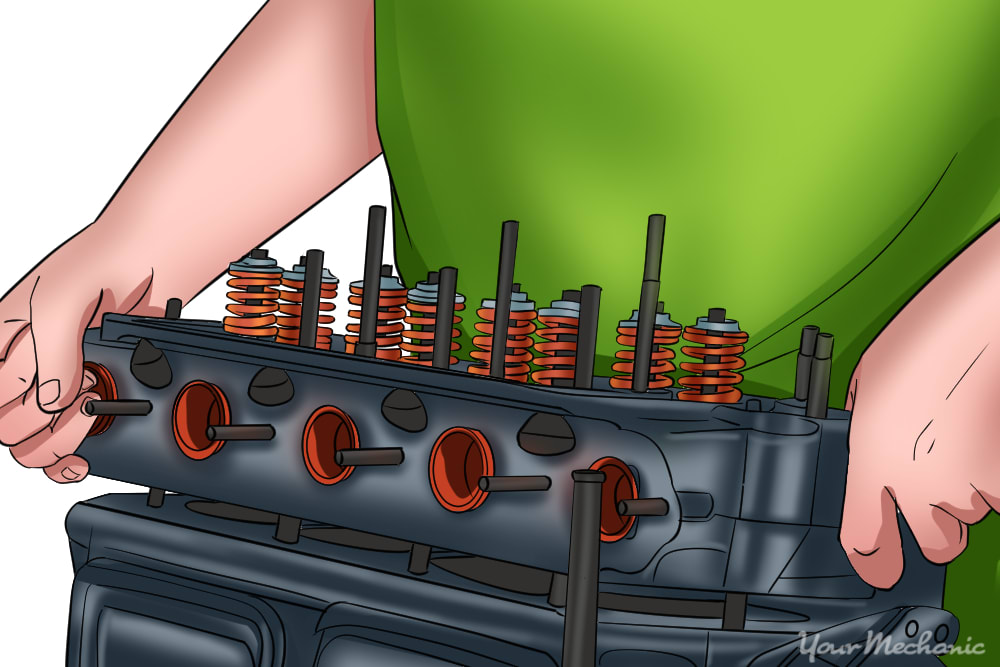
Trinn 1: Fjern sylinderhodet. Denne prosessen vil variere fra motor til motor, så du bør konsultere håndboken din for alle detaljer.
Vanligvis må du fjerne deler fra hodet som hindrer fjerning, og du må fjerne muttere og bolter som sikrer hodet.Trinn 2: Fjern kamaksel, vippearmer, ventilfjærer, holdere, ventiler og løftere. Du bør se i håndboken for detaljer om å fjerne disse som hver bil er svært forskjellig.
- Tips: Hver komponent fjernet bør installeres på nytt nøyaktig i stillingen den ble fjernet fra. Når du demonterer, bestiller du de fjernede komponentene på en måte der du enkelt kan holde oversikt over de opprinnelige posisjonene.
Trinn 3: rengjør sylinderhodet av olje Og rusk Med brems ren. Skrubb med en gullhåret stålbørste eller Scotch-Brite-pute for å fjerne gjenstridige avleiringer.
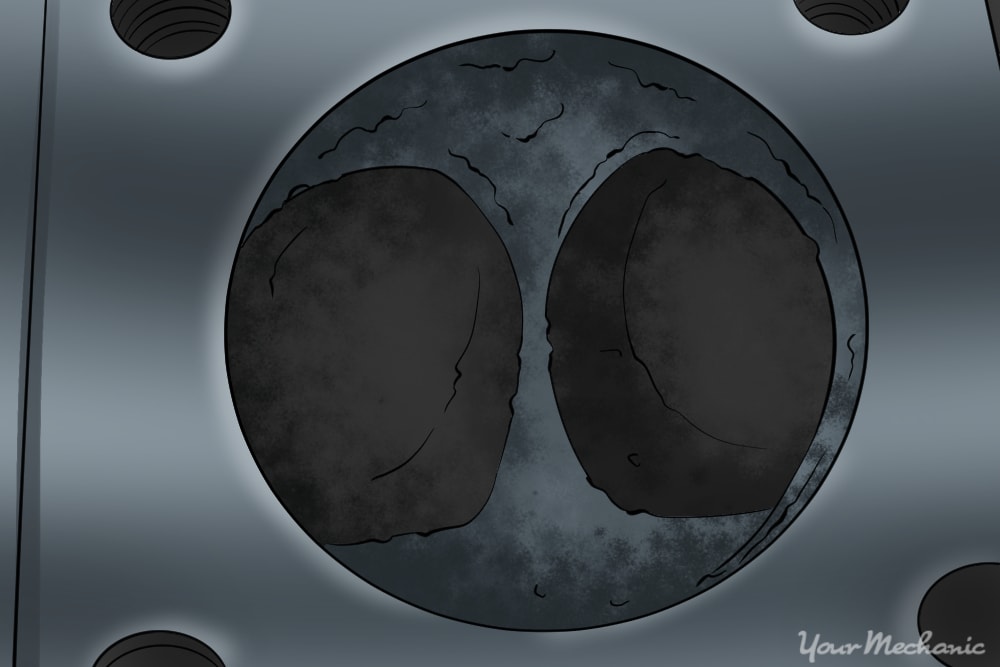
Trinn 4: Kontroller sylinderhodet for sprekker. Vanligvis vil de vises mellom tilstøtende ventilseter.
- Tips: Hvis det oppdages en sprekk i sylinderhodet, må sylinderhodet byttes ut.
Trinn 5: Skrubb tilkoblingspunktet. Bruk En Scotch-Brite pute eller 80 grit sandpapir for å skrubbe området der sylinderhodet mates med inntakspakningen ned til bart metall.
Del 2 av 6: Dykem Machinist
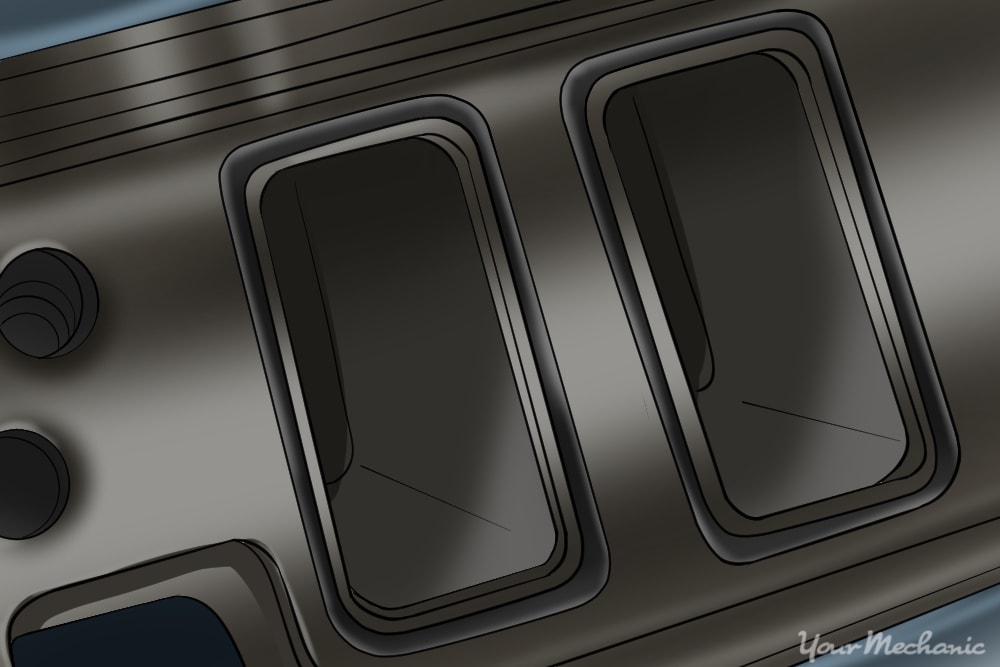
Trinn 1: tilpass inntaksportene til inntakspakningene. Med inntaksmanifoldpakning presset mot sylinderhodet kan du se hvor mye metall som kan fjernes for å øke luftstrømmen.
inntaksløperen kan utvides mye mer for å matche omkretsen av inntakspakningen.
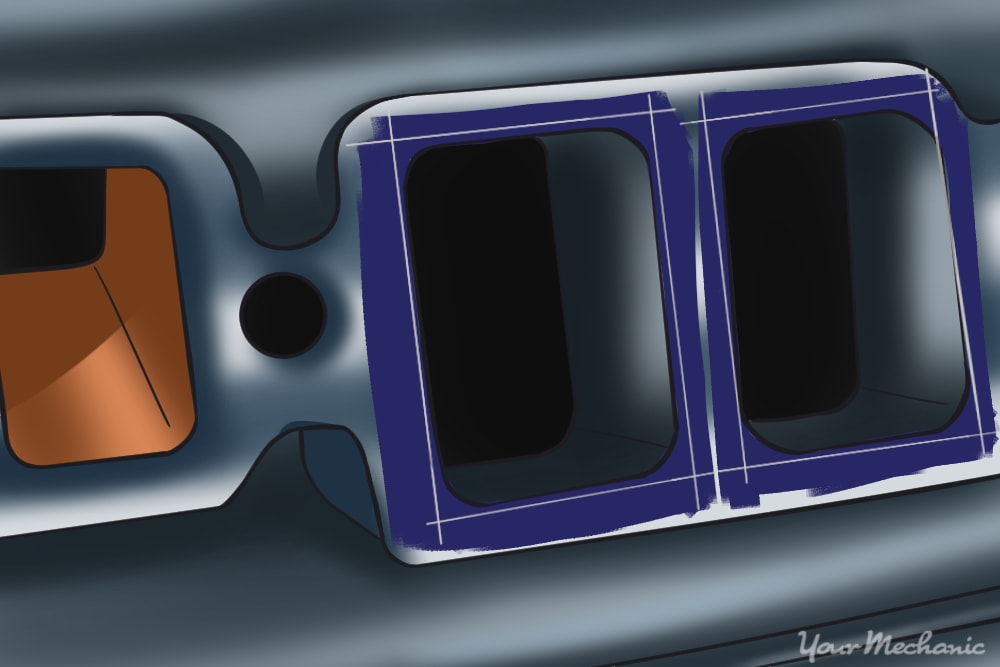
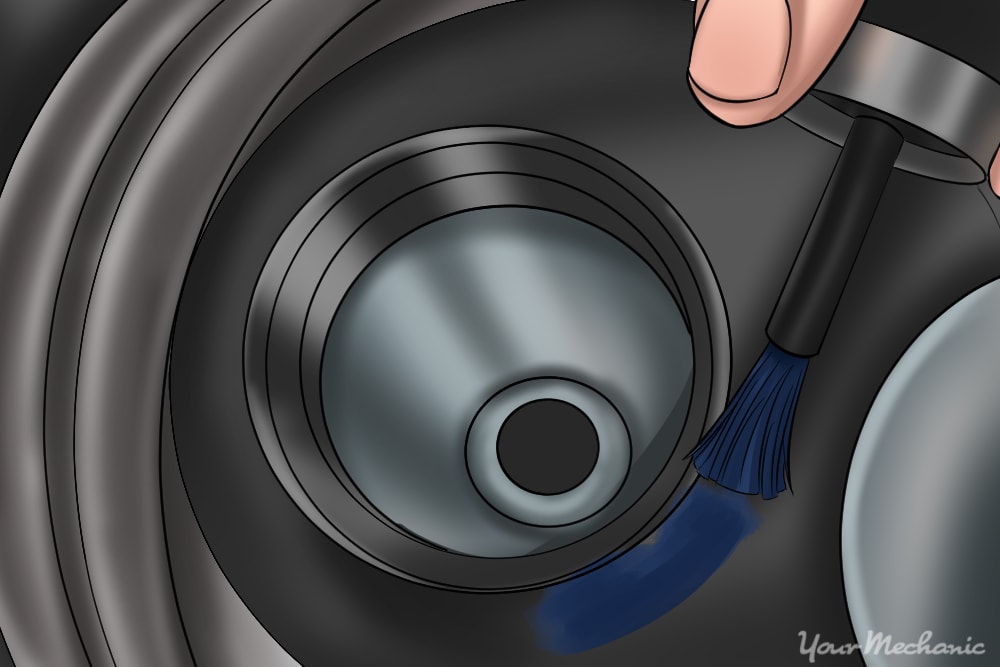
Trinn 2: Mal omkretsen av inntaksløperen med maskinist rød eller blå. Etter maling tørker mate inntaksmanifold pakningen tilbake til topplokk.
Bruk en inntaksmanifoldbolt eller tape for å holde pakningen på plass.
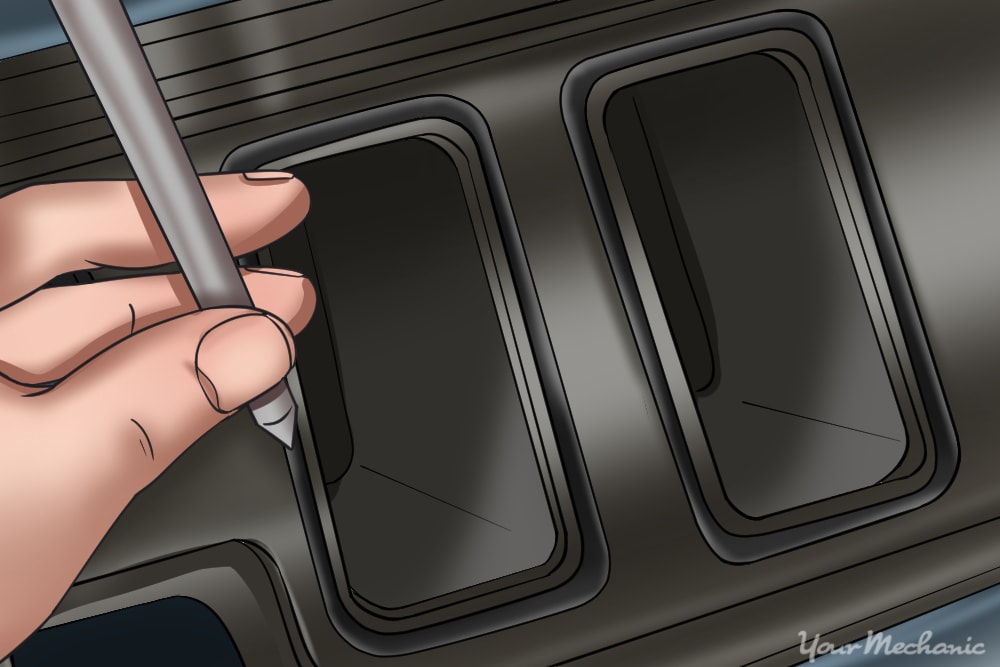
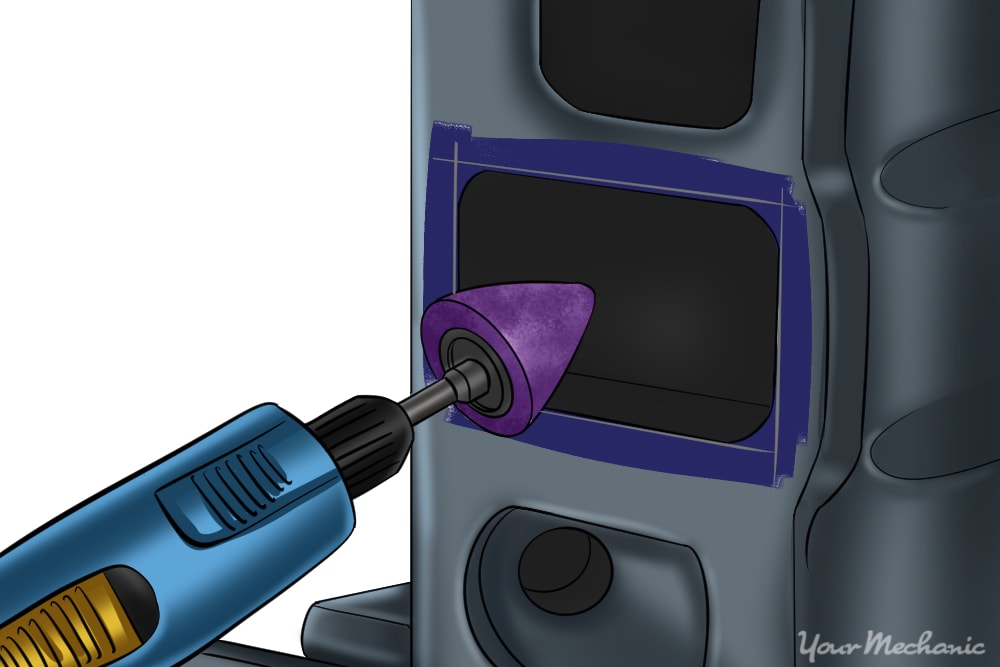
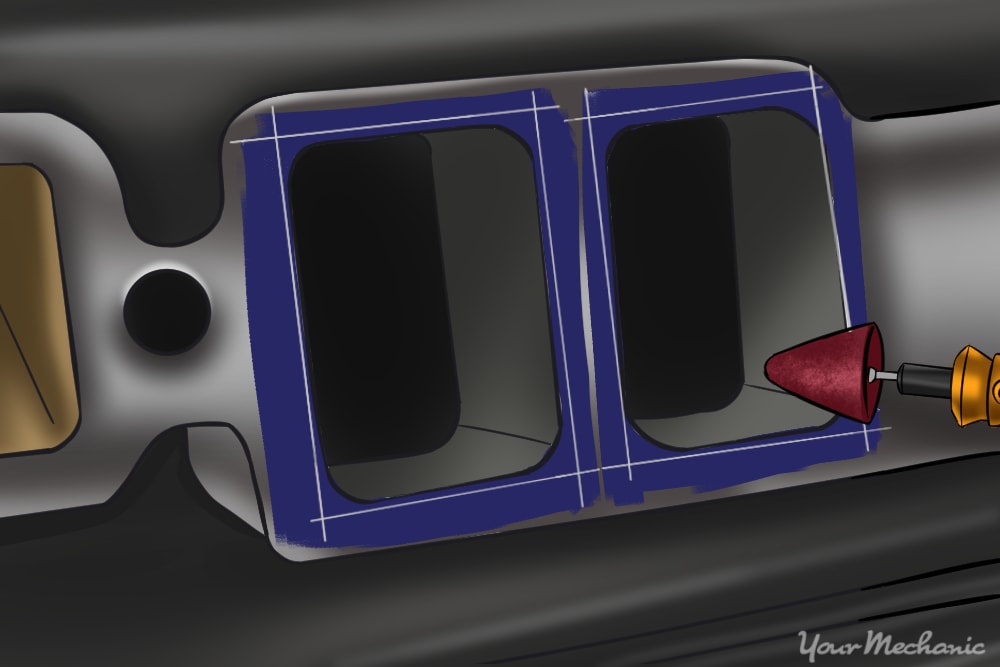
Trinn 3: Spor rundt inntaket løperen. Bruk en liten skrutrekker eller lignende pinnespiss for å skrive eller spore av områdene rundt inntaksløperen der maling er synlig.
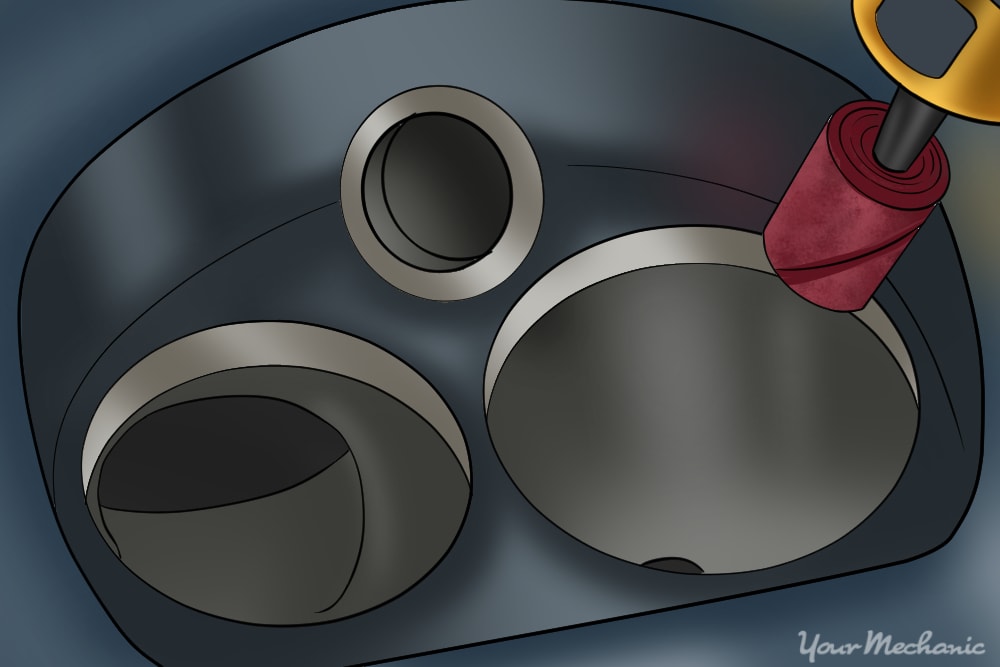
Trinn 4: Fjern materialet inne i skrivermerkene. Bruk pilspiss stein bit for å fjerne materiale inne i scribe merkene moderat.
pilens gravsteinsbit vil gi en grov finish, så vær ekstremt forsiktig så du ikke forstørrer porten eller feilaktig grinder inn i området som strekker seg inn i inntakspakningsområdet.
Forstørre inntak løperen jevnt og jevnt. Du trenger ikke å gå for dypt inne i løperen. Det er bare nødvendig å port omtrent en tomme til en og en halv inches i inntaket løperen.
Hold dremel-hastigheten regulert ved omtrent 10 000 O / MIN, ellers slites bitene raskere. Ta hensyn til fabrikkens TURTALL PÅ Dremel du bruker for å avgjøre hvor mye raskere ELLER langsommere TURTALLET må justeres for å nå 10 000-området.
For eksempel, hvis Dremel du bruker har en FABRIKK RPM på 11 000 det er trygt å si at du kan kjøre den på full gass uten å brenne ut biter. På Den annen side, hvis Dremel har en FABRIKK RPM på 20.000, så hold gasspaken omtrent halvveis til et punkt hvor Dremel opererer med omtrent halvparten av hastigheten.
- Advarsel: ikke fjern metall som strekker seg inn i dekningsområdet på pakningen, ellers kan det oppstå lekkasje.
-
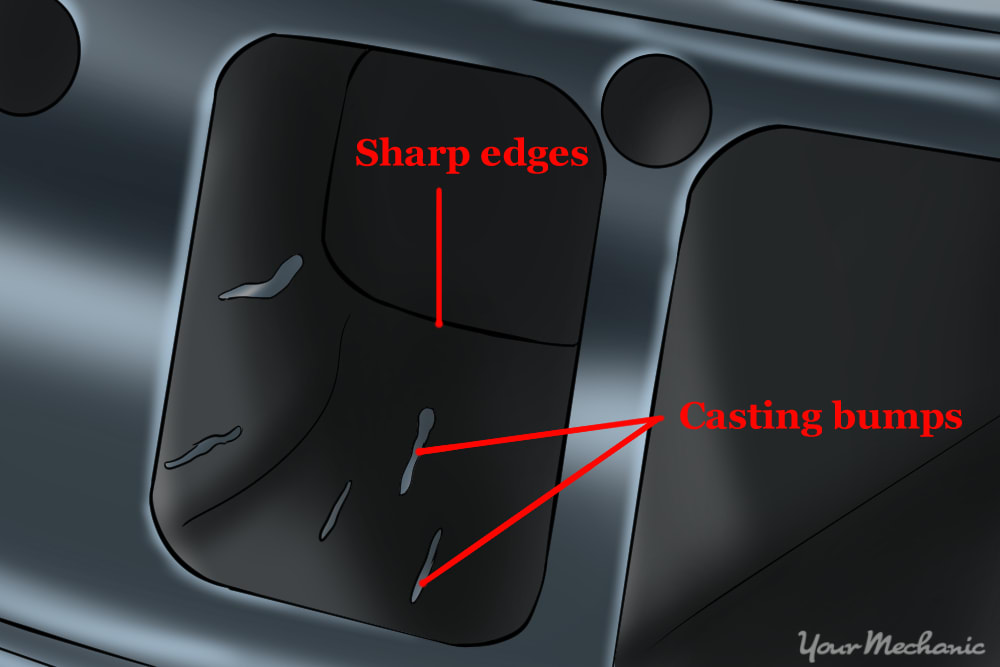
Tips: Slipe bort noen skarpe svinger, sprekker, daler, grov støping, og støping støt inne i inntaket løperen der det er mulig. Se følgende bilde for et eksempel på støpe støt og skarpe kanter.
-
Tips: pass på å forstørre porten jevnt og jevnt. Når den første løperen er forstørret bruke et kutt wire hengeren for å måle utvidelse prosessen. Klipp hengeren i en lengde som refererer til bredden på den første portede eksosløperen. Derfor kan du bruke kutthengeren som en måler for å få en bedre ide om hvor langt de andre løpene må forstørres. Hver inntak runner utvidelse bør være omtrent lik hverandre slik at de kan flyte det samme volumet. Den samme regelen gjelder for eksos løpere også.
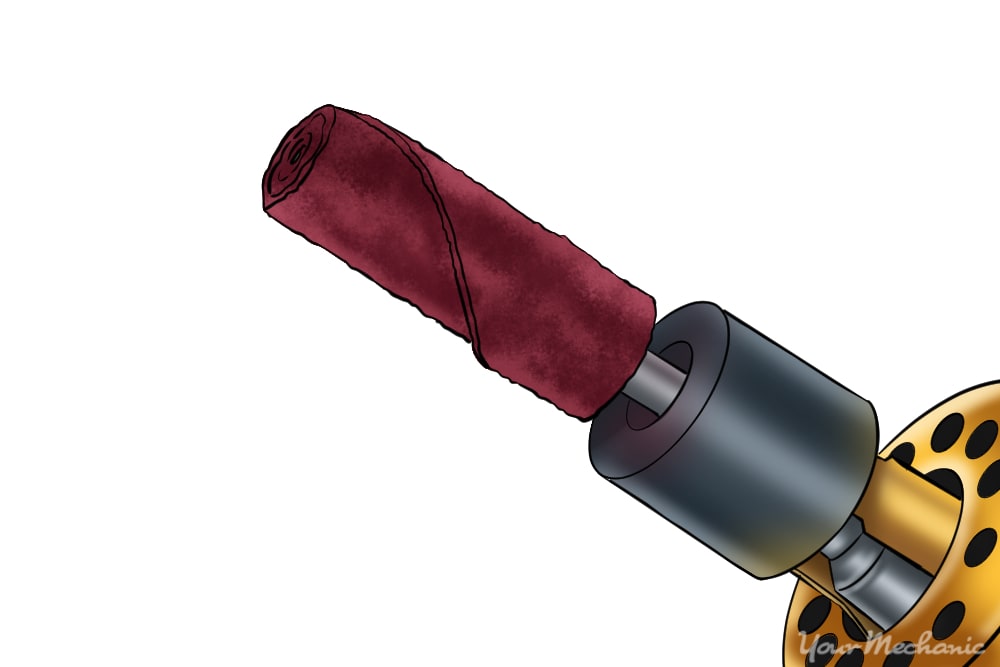
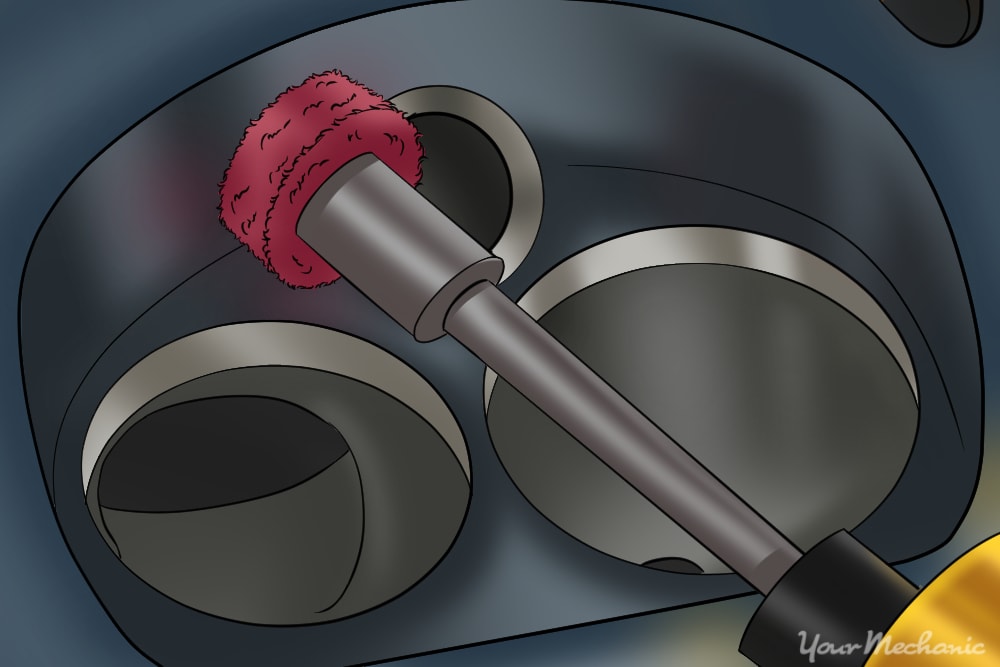
Trinn 4: Glatt ut det nye overflatearealet. Når inngangsporten er forstørret, bruk de mindre grove patronrullene til å glatte ut det nye overflatearealet.
Bruk en 40 grit patron for å gjøre det meste av slipingen, og bruk en 80 grit patron for å få en fin, jevn finish.
Trinn 5: Kontroller inntakssløypene. Plasser sylinderhodet undersiden oppover og inspisere innsiden av inntak løpere gjennom ventilhullene.
Trinn 6: Fjern eventuelle åpenbare ujevnheter. Slipe bort noen skarpe svinger, sprekker, daler, grov støping, og støping støt ved hjelp av patronene.
Bruk en patron med 40 korning for jevnt å portere inntaksløperen. Legg vekt på å fjerne eventuelle feil. Bruk deretter en 80 grit patron for å glatte det porterte området ytterligere.
- Tips: Ved sliping være ekstremt forsiktig med å male noen områder der ventilen ville offisielt ta kontakt med topplokk, også kjent som ventilsetet, eller en ny ventil jobb vil være resultatet.
Trinn 7: Fullfør de andre inntaksløperne. Etter endt første inntak løperen gå videre til andre inntak løperen, tredje og så videre.
Del 3 av 6: Porting eksos
uten porting eksos side for motoren vil ikke ha nok forskyvning for å tillate økt luftvolum for å effektivt avslutte. Å port eksos siden av motoren trinnene er veldig mye det samme.
- Dykem Machinist
- golden haired stålbørste
- høyhastighets Dremel (10,000+ RPM stand)
- Penetrerende olje
- Porting og polering kit
- Sikkerhetsbriller
- liten skrutrekker eller andre metalliske spisse redskap
- Kirurgiske masker eller annen form for åndedrettsvern
- arbeidshansker
trinn 1: skrubb parringsområdet. Bruk Scotch-Brite pad å skrubbe området der topplokk mates med eksos pakning ned til bart metall.
Trinn 2: Mal omkretsen av eksosløperen med maskinist rød eller blå. Etter maling tørker mate eksos manifold pakningen tilbake til topplokk.
Bruk en eksosmanifoldbolt eller tape for å holde pakningen på plass.
Trinn 3: Skriv ut områdene der maling er synlig med en veldig liten skrutrekker eller lignende pinnespiss. Bruk bildene i Trinn 9 som referanser hvis nødvendig.
Slipe bort noen grov støping eller støping støt fordi karbonforekomster kan lett samle på flekker venstre ukontrollert og forårsake turbulens.
Trinn 4: Forstørr portåpningen for å matche skrivermerkene. Bruk Pilspiss stein bit for å gjøre det meste av sliping.
- Merk: arrowhead stone bit vil gi en grov finish, så det kan ikke se ut som du forventer ennå.
- Tips: pass på å forstørre porten jevnt og jevnt. Når den første løperen er forstørret bruke cut wire hanger teknikken nevnt ovenfor for å måle utvidelse prosessen.
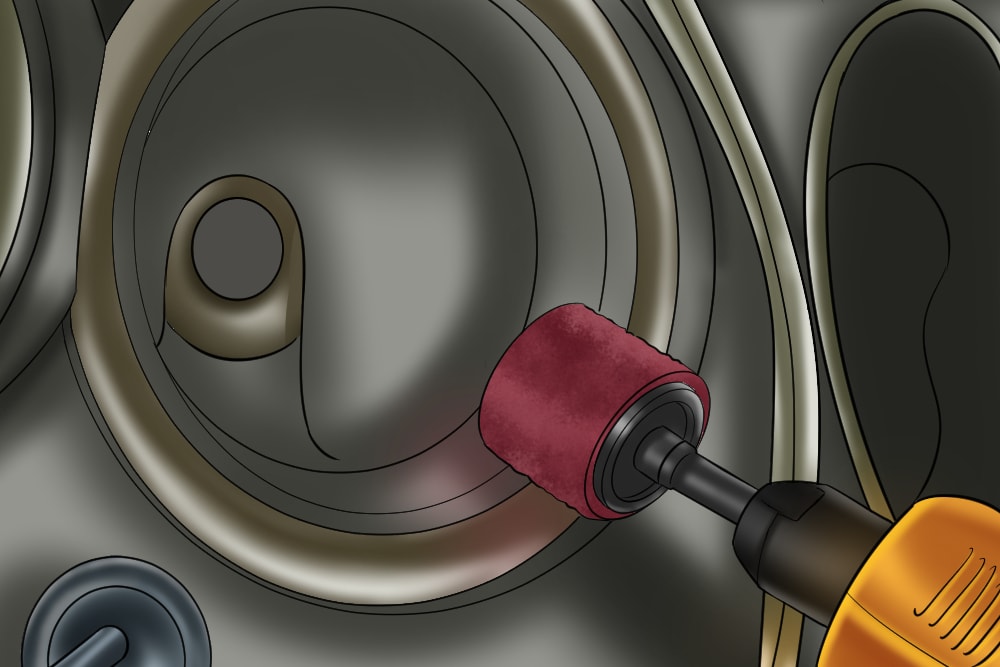
Trinn 5: Port eksos runner utvidelse ved hjelp av patronene. Dette vil gi deg en fin glatt finish.
Start med en 40 grit patron for å gjøre det meste av kondisjoneringen. Etter å ha jobbet overflaten grundig med 40 grit patron, bruk en 80 grit patron for å få en fin rippleless finish.
Trinn 6: Fortsett på de resterende eksos løpere. Når den første eksos runner innløp er riktig portet gjenta disse trinnene for de resterende eksos løpere.
Trinn 7: Kontroller eksos løpere. Plasser topplokk undersiden oppover og inspisere innsiden av eksos løpere gjennom ventilhullene for feil.
Trinn 8: Fjern eventuelle ujevnheter eller feil. Slipe bort noen skarpe svinger, sprekker, daler, grov støping, og støping støt.
Bruk en patron med 40 korning for jevnt porting av eksosrøret. Legg vekt på å fjerne eventuelle ufullkommenheter, og bruk deretter en 80 grit-patron for å glatte det porterte området ytterligere.
-
Advarsel: Som nevnt før, være svært forsiktig med å feilaktig slipe noen av de områdene hvor ventilen ville offisielt ta kontakt med topplokk, også kjent som ventilsetet, eller ekstreme irreversible skader kan oppstå.
-
Tips: etter bruk av stålkarbid bit, bytt til en mindre grov patron roll å ytterligere glatte overflaten der det trengs
Trinn 9: Gjenta for de gjenværende eksos løpere. Når slutten av den første eksos løperen er riktig portet gjenta for de resterende eksos løpere.
Del 4 av 6: Polering
- Dykem Machinist
- Golden haired stålbørste
- høyhastighets Dremel (10,000+ RPM stand)
- Penetrerende olje
- Porting og polering kit
- Sikkerhetsbriller
- liten skrutrekker eller andre metalliske spisse redskap
- Kirurgiske masker eller annen form for åndedrettsvern
- arbeidshansker
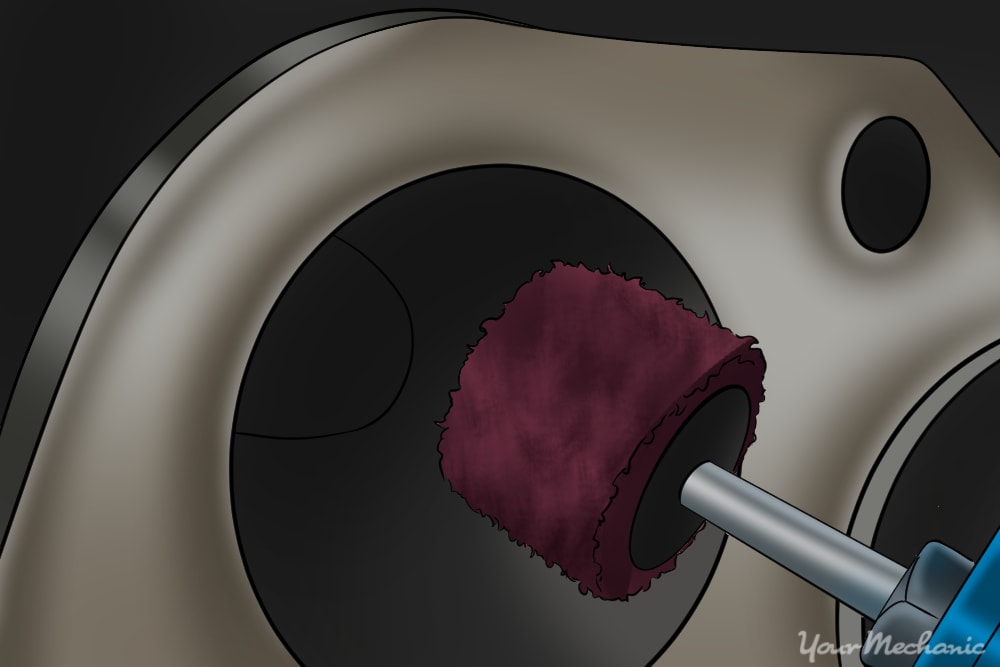
trinn 1: poler innsiden av løperen. Bruk flapper fra porting og polering kit for å polere innsiden av løperen.
Du bør se en økning og glans når du beveger klaffen over overflaten. Det er bare nødvendig å polere opp til omtrent en tomme til en tomme og en halv innsiden av inntaket løperen. Poler inntaksløperen jevnt før du går videre til neste buffer.
- Tips: Husk Å holde Dremel-hastigheten på rundt 10 000 O / MIN for å maksimere levetiden til bitene.
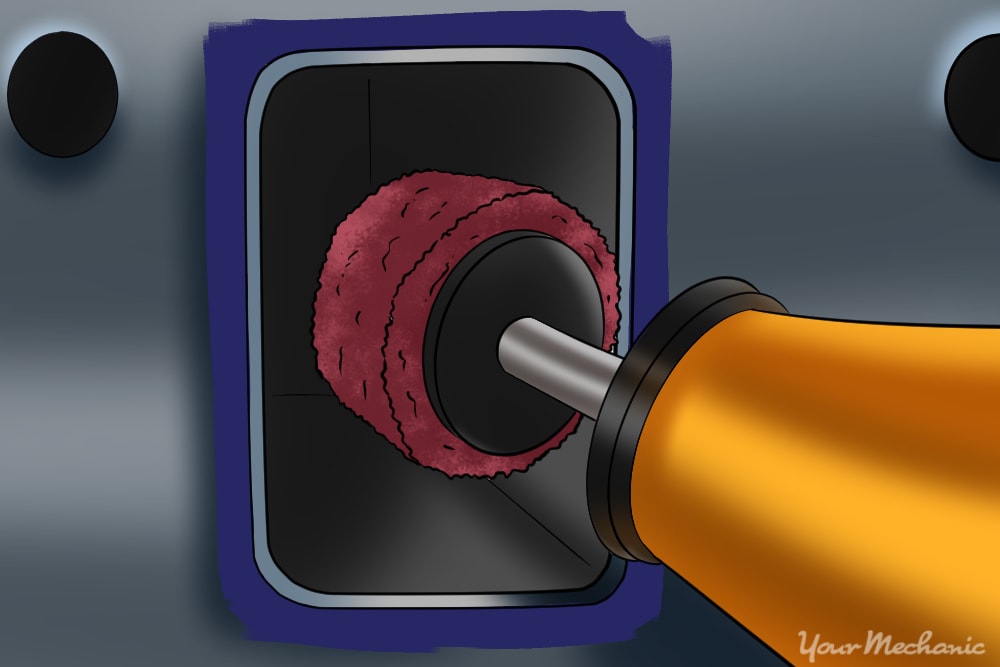
Trinn 2: Bruk kryssbuff med middels korsbuffer. Gjenta den samme prosessen som ovenfor, men bruk medium grit cross-buffer i stedet for flapper.
Trinn 3: Bruk en finkornet kryssbuffer. Gjenta den samme prosessen igjen, men bruk en fin korsbuffer for den endelige finishen.
det anbefales å spraye buffer og runner i små trinn MED WD-40 for å få frem en skinnende og glitrende finish.
Trinn 4: Fullfør for de gjenværende løperne. Etter at den første inntaksløperen er vellykket polert, gå videre til den andre inntaksløperen, tredje og så videre.
Trinn 5: poler eksos løpere. Når alle inntak løpere er polert fortsette å polere eksos løpere.
poler hver eksos løper med nøyaktig samme retningslinjer og buffersekvens gitt i trinnene ovenfor.
Trinn 6: poler uttakene til løperne. Plasser topplokk undersiden opp slik at vi kan polere uttak av inntak og eksos løpere.
Trinn 7: Bruk samme buffersekvens. For å polere uttakene til både inntak og eksos løpere gjelder samme buffersekvens som tidligere ble brukt.
Bruk flapper for den første fasen av polering, deretter en middels korsbuffer for den andre fasen, og finkornet kryssbuffer for den endelige poleringen. I noen tilfeller kan flapper ikke passer inn i trange områder. I så fall, bruke medium-grit kryss buffer til port områdene flapper ikke er i stand til å nå.
- Tips: ikke glem å spraye WD – 40 i små trinn mens du bruker finkornet kryssbuffer for å illustrere en glans ytterligere.
Trinn 8: Fokus på bunnen av sylinderhodet. La oss nå virkelig fokusere på porting og polering av bunnen av sylinderhodet.
målet her er å eliminere grov overflate som kan forårsake forantenning og rene karbonforekomster. Plasser ventilene på sine opprinnelige steder for å beskytte ventilsetene under porting.
Del 4 av 6: polsk sylinder dekk og kammer
- Dykem Maskinist
- høyhastighets Dremel (10.000+ RPM stand)
- Penetrerende olje
- Porting og polering kit
- Sikkerhetsbriller
- liten skrutrekker eller andre metalliske spisse redskap
- Kirurgiske masker eller annen form for åndedrettsvern
- arbeidshansker
- zip bånd
trinn 1: Bruk patronrullene til å jevne ut området der kammeret møter dekk. Tie zip bånd rundt ventilstammen for å sikre ventilene på plass.
80 grit-patronen skal være tilstrekkelig for dette stadiet av porting. Utfør dette trinnet på hvert sylinderdekk og kammer.
Trinn 2: poler sylinderdekket. Når hver sylinder dekk har blitt portet vi vil polere dem ved hjelp av nesten alle de samme teknikkene som før.
denne gangen polsk med bare å bruke finkornet kryssbuffer. På dette punktet bør du virkelig begynne å se sylinderhodet blinke. For å virkelig gjøre topplokk skinne lyse som en diamant bruke finkornet kryss buffer for å få ut den endelige gnisten.
-
Tips: Husk Å holde Dremel-hastigheten på rundt 10 000 O / MIN for å maksimere levetiden til bitene.
-
Tips: ikke glem å spraye WD – 40 i små trinn mens du bruker finkornet kryssbuffer for å illustrere en glans ytterligere.
Del 6 av 6: Komplett ventil lapping
- Dykem Maskinist
- Lapping verktøy
- Lapping sammensatte
- Kirurgiske masker eller annen form for åndedrettsvern
- arbeidshansker
neste, vil vi rehabilitere ventil seter trygt. Denne rekondisjonering prosessen er kjent som ventil lapping.
Trinn 1: Mal omkretsen av ventilsetene med machinist blå rød eller blå. Malingen vil bidra til å visualisere lappemønsteret og indikere når lapping er fullført.
Trinn 2: Påfør forbindelsen. Påfør lappeforbindelsen til bunnen av ventilen.
Trinn 3: Bruk lappeverktøyet. Sett ventilen tilbake på den opprinnelige plasseringen og bruk lapping verktøyet.
med litt trykk spinner du lappeverktøyet mellom hendene i et raskt tempo som å varme hendene eller som om du prøver å starte en brann.
Trinn 4: Kontroller mønsteret. Etter noen sekunder trekker du ventilen fra setet og inspiserer mønsteret du har laget.
hvis ventilen og setet har utviklet en skinnende ring, er jobben din ferdig, og du kan gå videre til neste ventil-og ventilsete. Hvis ikke er det en god sjanse for at du har en bøyd ventil som må byttes ut.
Trinn 5: Installer alle deler du har fjernet på nytt. Installer kamaksel, vippearmer, ventilfjærer, holdere og løftere på nytt.
Trinn 6: Sett på sylinderhodet Igjen. Når du er ferdig dobbeltsjekke timingen før du starter bilen.
All den tiden brukt polering, polering, sliping og lapping har betalt seg. For å bekrefte resultatene, ta topplokk til en maskin butikk og har det flow benk testet. Testen vil avsløre eventuelle lekkasjer og lar deg se volumet av luftstrømmen som går gjennom løpene. Du vil at volumet transitt hver inntak løper å være svært lik. Hvis du har spørsmål om prosessen, Spør En Mekaniker for noen raske og nyttige råd, og sørg for å ha topplokk temperatursensor skiftes ut om nødvendig.
Leave a Reply