Jak Portować i polerować głowice cylindrów samochodowych
jednym z najprostszych sposobów na uzyskanie od 20 do 30 koni mechanicznych jest zakup portowanych i polerowanych głowic cylindrów na rynku wtórnym. Silnik pokocha aktualizację, ale twój portfel może nie. Dzisiejsze głowice cylindrów na rynku wtórnym mają wysoką cenę.
aby złagodzić presję finansową, możesz wysłać głowicę cylindrów do warsztatu maszynowego w celu portowania i polerowania, ale będzie to kosztowne. Najlepszym sposobem, aby zaoszczędzić najwięcej pieniędzy przy jednoczesnym czerpaniu tych samych korzyści z wydajności, jest zainwestowanie własnego czasu w samodzielne przenoszenie i polerowanie głowicy cylindrów.
proces portowania i polerowania jest zasadniczo taki sam dla wszystkich głowic cylindrów. Poniżej przedstawiamy łatwy przewodnik po portach i polskich głowicach cylindrów prawidłowo, bezpiecznie i wydajnie. Należy jednak pamiętać, że wszystko, co sugeruje ten artykuł, odbywa się na własne ryzyko. Bardzo łatwo jest zmielić zbyt dużo metalu, co jest nieodwracalne i prawdopodobnie uzna głowicę cylindra za bezużyteczną.
- Uwaga: Jeśli masz niewielkie lub zerowe doświadczenie z Dremel, zaleca się najpierw ćwiczyć na zapasowej głowicy cylindrów. Stare, zapasowe głowice cylindrów można kupić na złomowisku lub sklep może pozwolić Ci mieć starą za darmo.
Część 1 z 6: przygotowanie do pracy
potrzebne materiały
- 2-3 puszki do czyszczenia hamulców
- klocki Scotch-Brite
-
rękawice robocze
-
Wskazówka: cały ten proces zajmie trochę czasu. Prawdopodobnie 15 godzin pracy lub więcej. Prosimy o cierpliwość i determinację podczas tego zabiegu.
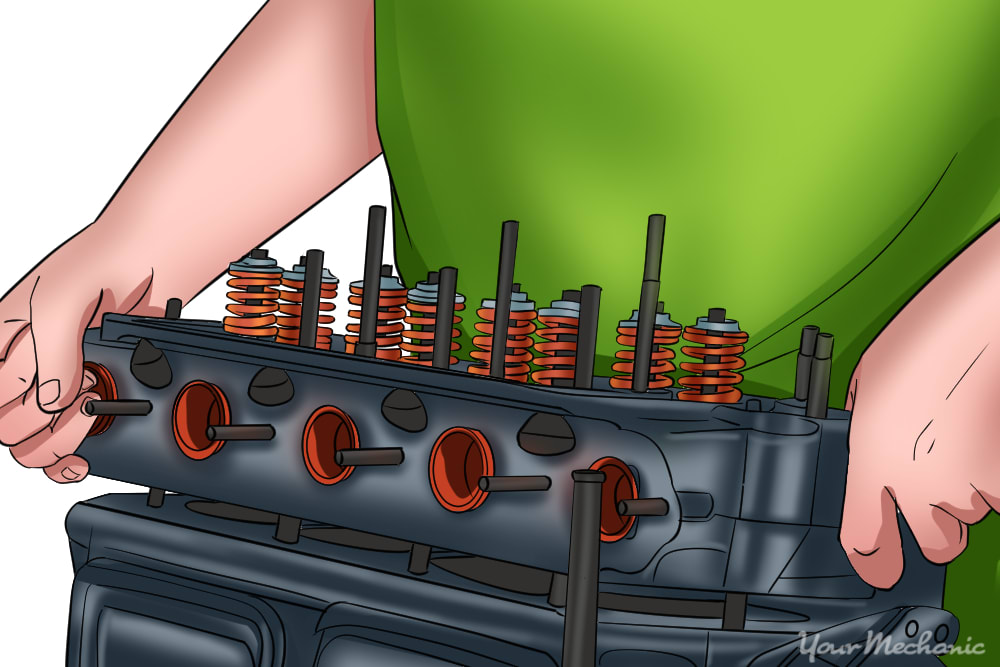
Krok 1: Wyjmij głowicę cylindra. Proces ten będzie się różnić w zależności od silnika, więc należy zapoznać się z instrukcją dla wszystkich szczegółów.
Ogólnie rzecz biorąc, musisz usunąć wszelkie części z głowicy utrudniające usunięcie i będziesz musiał usunąć nakrętki i śruby mocujące głowicę.
Krok 2: Usunąć wałek rozrządu, wahacze, sprężyny zaworowe, elementy ustalające, Zawory i podnośniki. Należy zapoznać się z instrukcją, Aby uzyskać szczegółowe informacje na temat usuwania tych, ponieważ każdy samochód jest bardzo inny.
- końcówka: Każdy usunięty komponent powinien być ponownie zainstalowany dokładnie w miejscu, z którego został usunięty. Podczas demontażu zamów usunięte komponenty w sposób, w którym możesz łatwo śledzić oryginalne pozycje.
Krok 3: Dokładnie wyczyść głowicę cylindra z oleju i zanieczyszczeń za pomocą hamulca. Peeling za pomocą szczotki drucianej ze złocistymi włosami lub podkładki Scotch-Brite, aby pomóc usunąć uporczywe osady.
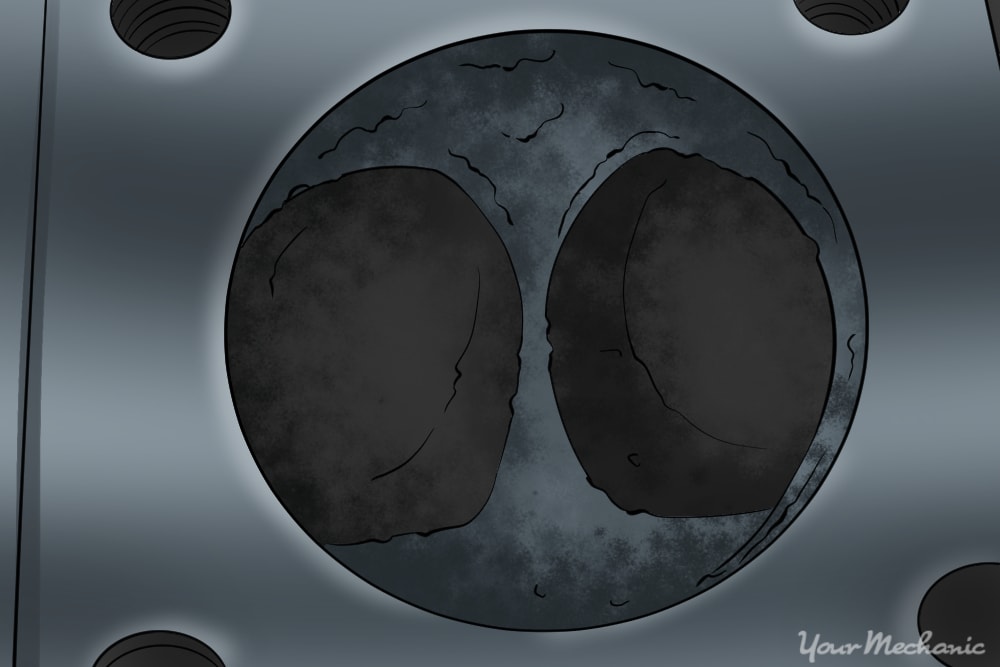
Krok 4: Sprawdź głowicę cylindra pod kątem pęknięć. Najczęściej pojawiają się one między sąsiednimi gniazdami zaworów.
- końcówka: W przypadku wykrycia pęknięcia w głowicy cylindra Głowica cylindra musi zostać wymieniona.
Krok 5: Wyczyść punkt połączenia. Użyj podkładki typu Scotch-Brite lub papieru ściernego o ziarnistości 80, aby wyczyścić obszar, w którym główki cylindra łączą się z uszczelką dolotową, aż do gołego metalu.
część 2 z 6: Zwiększ przepływ powietrza
- Dykiem Machinist
- Szczotka Druciana Golden haired
- szybkie narzędzie do docierania
- mieszanka do docierania
- olej penetrujący
- Zestaw Do Przenoszenia i polerowania
- okulary ochronne
- mały śrubokręt lub inne metalowe spiczaste naczynie
- maski chirurgiczne lub inna forma ochrony dróg oddechowych
- Rękawice robocze
- wiązania ZIP
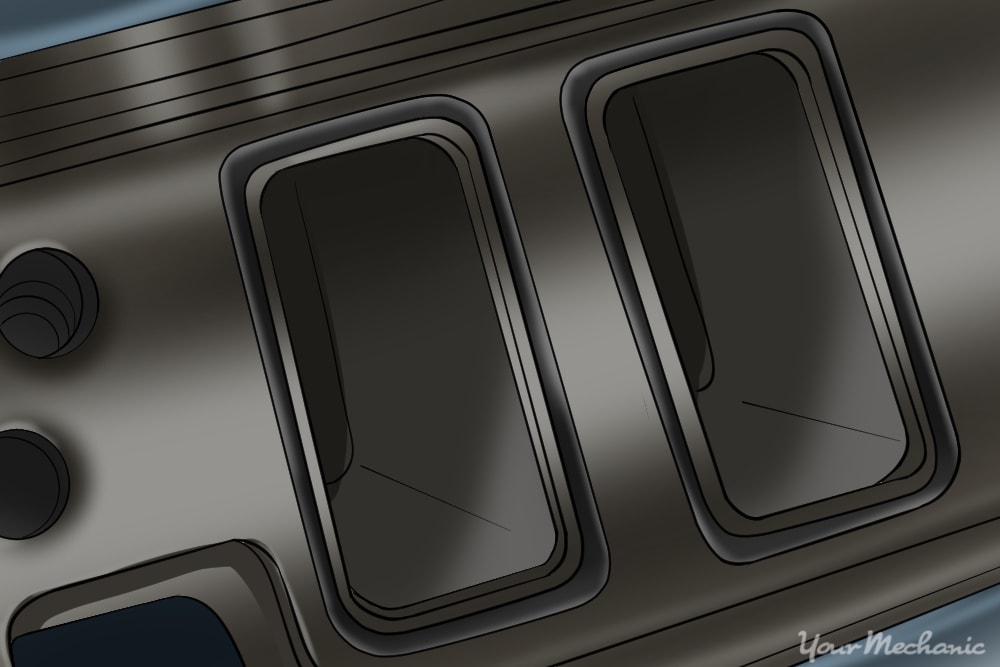
krok 1: Dopasuj porty dolotowe do uszczelek dolotowych. Dzięki uszczelce kolektora dolotowego dociskanej do głowicy cylindrów można zobaczyć, ile metalu można usunąć, aby zwiększyć przepływ powietrza.
prowadnica dolotowa może być znacznie poszerzona, aby pasowała do obwodu uszczelki dolotowej.
Krok 2: pomaluj Obwód prowadnicy wlotowej na czerwono lub niebiesko. Po wyschnięciu farby zamontuj uszczelkę kolektora dolotowego z powrotem do głowicy cylindrów.
użyj śruby kolektora dolotowego lub taśmy, aby utrzymać uszczelkę na miejscu.
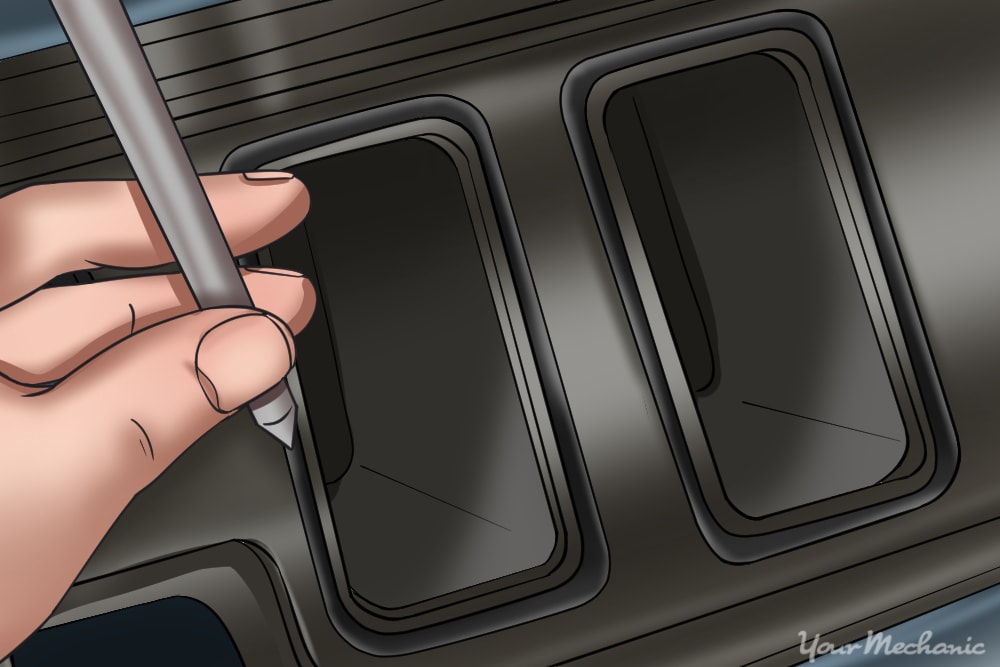
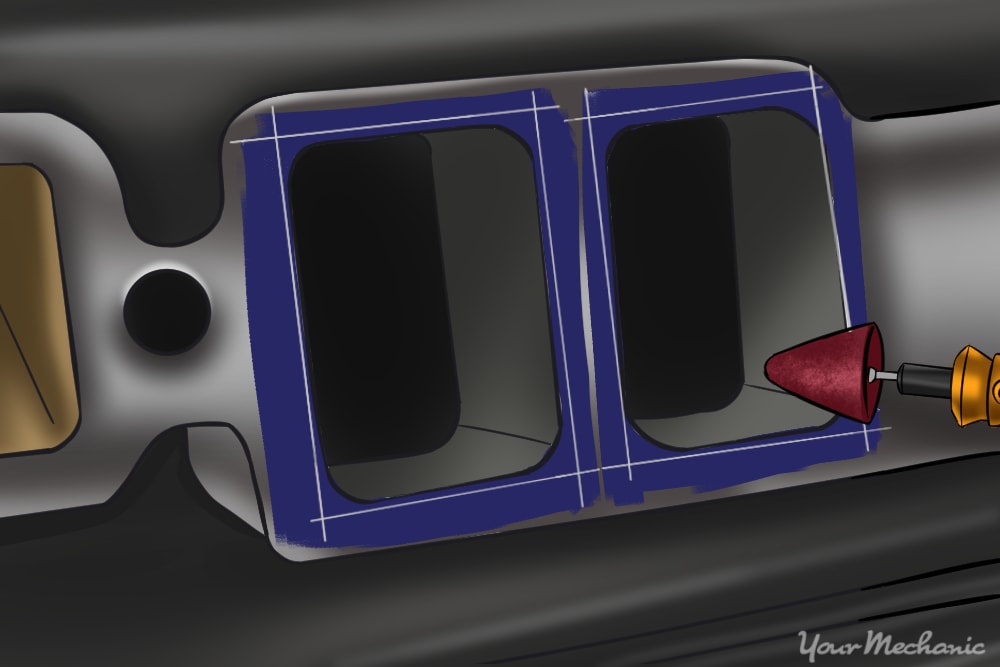
Krok 3: Namierz go. Użyj małego śrubokręta lub podobnego szpiczastego przedmiotu, aby narysować lub prześledzić obszary wokół prowadnicy wlotowej, w których widoczna jest farba.
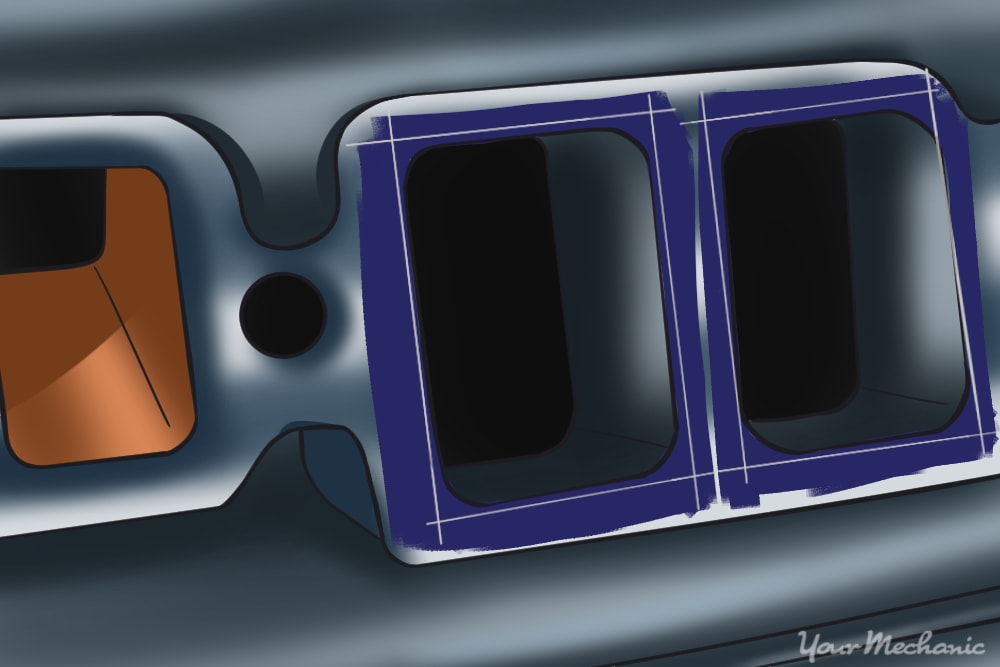
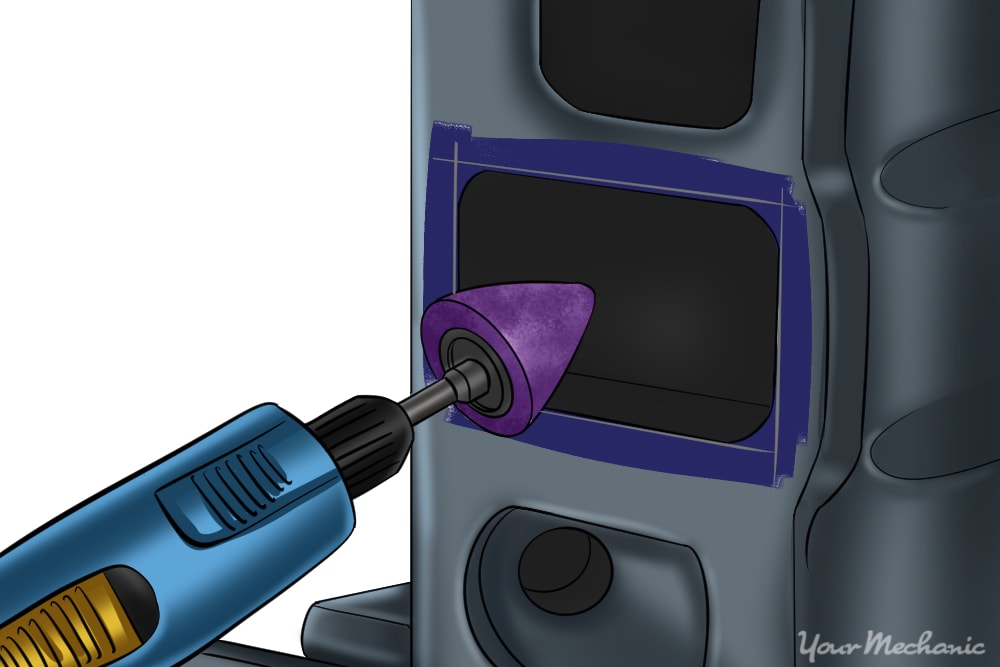
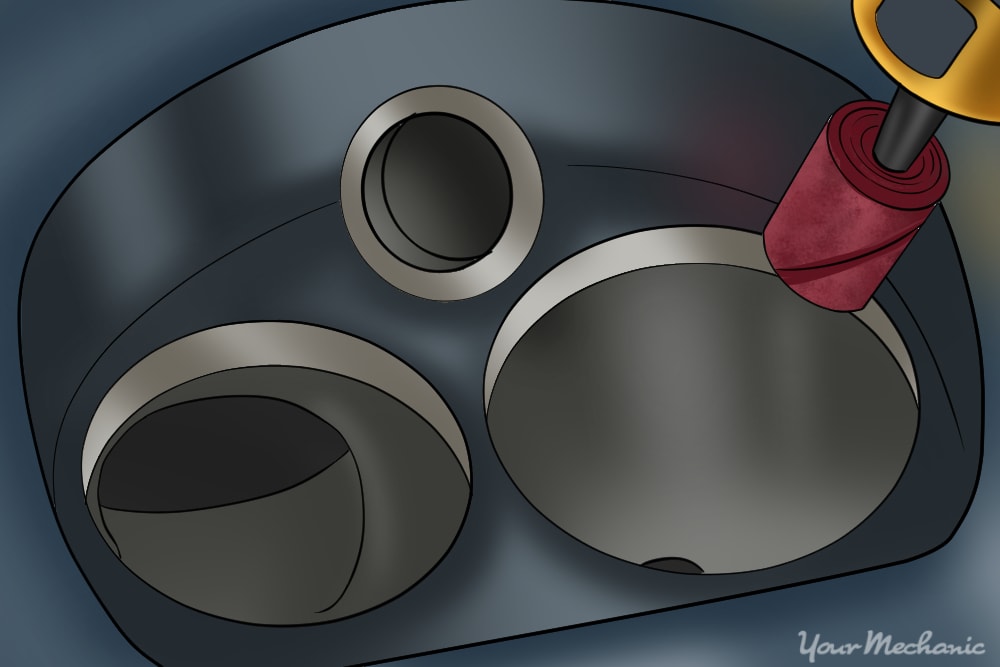
Krok 4: usuń materiał wewnątrz znaków skryby. Użyj kamienia grot grot usunąć materiał wewnątrz znaków skryba umiarkowanie.
bit nagrobek strzałki pozostawi szorstkie wykończenie, więc należy bardzo uważać, aby nie powiększyć portu lub omyłkowo szlifować w obszarze, który rozciąga się na obszar pokrycia uszczelki wlotowej.
równomiernie i równomiernie powiększyć prowadnicę wlotową. Nie trzeba wchodzić zbyt głęboko w biegacza. Konieczne jest tylko przeniesienie około cala do półtora cala do prowadnicy wlotowej.
utrzymuj prędkość obrotową Dremel na około 10 000 obr. / min lub szybciej zużyjesz bity. Aby określić, o ile szybciej lub wolniej obroty muszą być regulowane, aby osiągnąć zakres 10 000 obrotów, należy wziąć pod uwagę fabryczne obroty maszyny Dremel.
na przykład, jeśli Dremel, którego używasz, ma fabryczną prędkość obrotową 11 000, można śmiało powiedzieć, że można go uruchomić na pełnym gazie bez wypalania bitów. Z drugiej strony, jeśli Dremel ma fabryczną prędkość obrotową 20 000, przytrzymaj przepustnicę mniej więcej w połowie do punktu, w którym Dremel pracuje z mniej więcej połową prędkości.
- Ostrzeżenie: nie usuwaj metalu rozciągającego się w obszarze pokrycia uszczelki, w przeciwnym razie może dojść do wycieku.
-
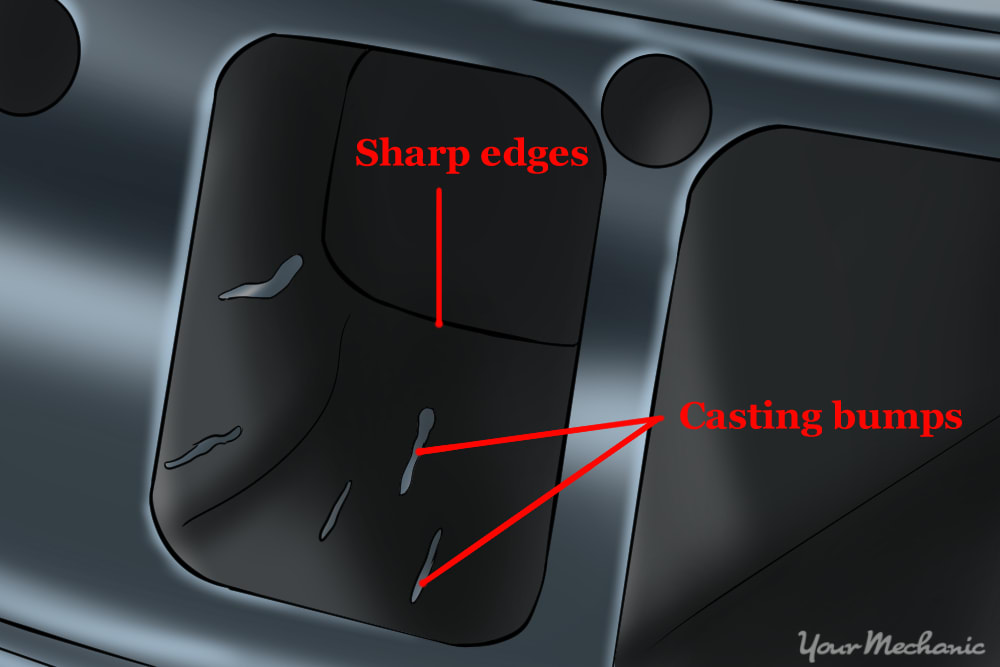
końcówka: Szlifować się wszelkie ostre zakręty, szczeliny, doliny, szorstkie odlewania i odlewania nierówności wewnątrz prowadnicy wlotu, gdzie to możliwe. Na poniższym obrazku przedstawiono przykładowe rzuty i ostre krawędzie.
-
Wskazówka: pamiętaj, aby powiększyć port równomiernie i równomiernie. Po powiększeniu pierwszego biegacza użyj wieszaka z drutu ciętego, aby ocenić proces powiększania. Wytnij wieszak na długość, która jest w odniesieniu do szerokości pierwszego przeportowanego prowadnicy wydechowej. Dlatego możesz użyć wieszaka do cięcia jako miernika, aby lepiej zorientować się, jak daleko inne prowadnice muszą być powiększone. Każdy kanał dolotowy powinien być mniej więcej równy sobie, aby mógł płynąć tą samą objętością. Ta sama zasada dotyczy również prowadnic wydechowych.
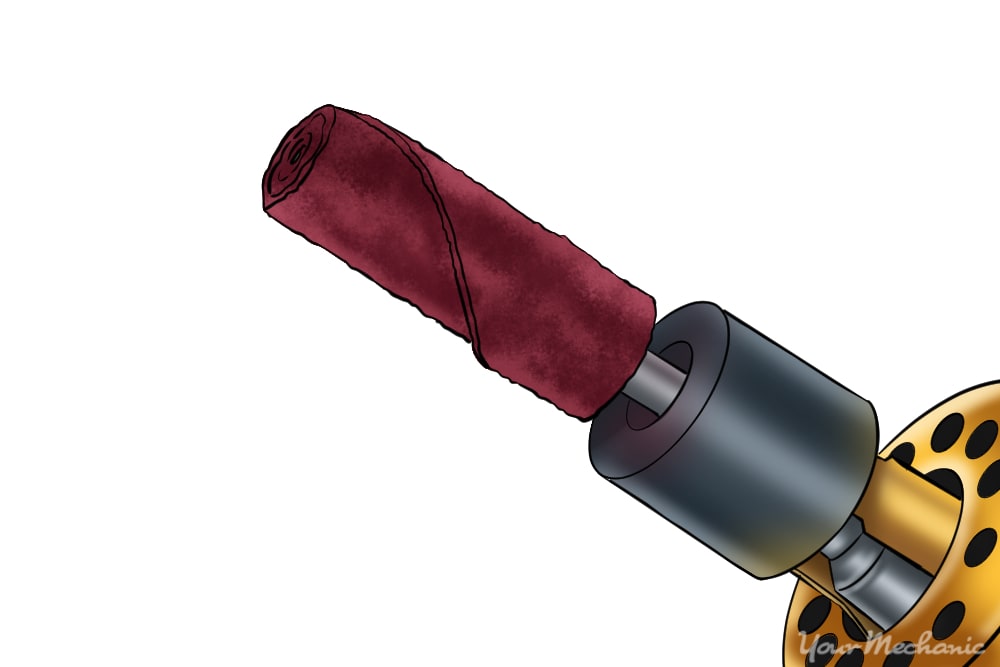
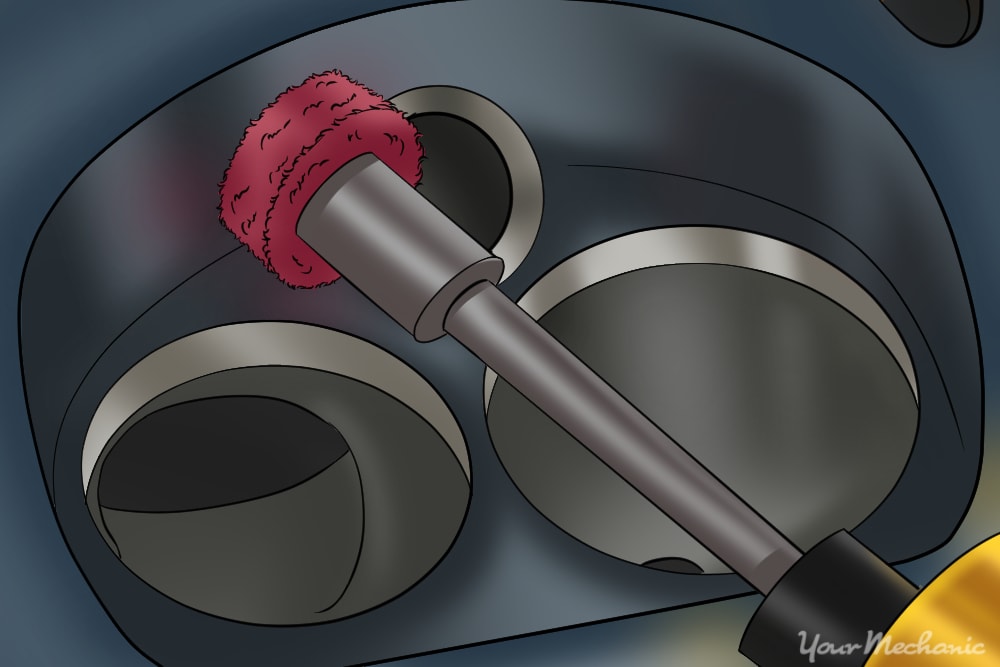
Krok 4: wygładzić nową powierzchnię. Po powiększeniu portu wejściowego użyj mniej grubych rolek kasety, aby wygładzić nową powierzchnię.
użyj wkładu o ziarnistości 40, aby wykonać większość szlifowania, a następnie użyj wkładu o ziarnistości 80, aby uzyskać gładkie wykończenie.
Krok 5: sprawdzić prowadnice dolotowe. Umieść dolną stronę głowicy cylindrów w górę i sprawdź wnętrze prowadnic dolotowych przez otwory zaworu.
Krok 6: usuń wszelkie oczywiste nierówności. Szlifuj wszelkie ostre zakręty, szczeliny, doliny, szorstkie odlewy i guzki odlewnicze za pomocą wkładów.
użyj wkładu o ziarnistości 40, aby równomiernie przenieść prowadnicę wlotową. Podkreśl usunięcie wszelkich niedoskonałości. Następnie użyj wkładu o ziarnistości 80, aby jeszcze bardziej wygładzić przeniesiony obszar.
- końcówka: Podczas szlifowania należy bardzo uważać, aby nie szlifować żadnych obszarów, w których zawór oficjalnie stykałby się z głowicą cylindra, znaną również jako gniazdo zaworu, lub nowa praca zaworu będzie wynikiem.
Krok 7: uzupełnij pozostałe prowadnice dolotowe. Po ukończeniu pierwszego biegu wlotowego przejdź do drugiego biegu wlotowego, trzeciego i tak dalej.
Część 3 z 6: przenoszenie wydechu
bez przesuwania strony wydechu silnik nie będzie miał wystarczającej pojemności skokowej, aby umożliwić wydajne wyjście zwiększonej objętości powietrza. Aby przenieść stronę wydechową silnika, stopnie są bardzo takie same.
- Dykiem Mechanik
- Szczotka Druciana Golden haired
- Dremel o dużej prędkości (10 000+ obr./min)
- olej penetrujący
- zestaw do portowania i polerowania
- okulary ochronne
- mały śrubokręt lub inne metalowe spiczaste naczynie
- maski chirurgiczne lub inna forma ochrony dróg oddechowych
- rękawice robocze
krok 1: szoruj obszar krycia. Użyj podkładki Scotch-Brite do szorowania obszaru, w którym główki cylindra łączą się z uszczelką wydechową, aż do gołego metalu.
Krok 2: Pomaluj Obwód prowadnicy wydechowej mechanikiem na czerwono lub niebiesko. Po wyschnięciu farby zamontuj uszczelkę kolektora wydechowego z powrotem do głowicy cylindrów.
użyj śruby kolektora wydechowego lub taśmy, aby utrzymać uszczelkę na miejscu.
Krok 3: Narysuj obszary, w których widoczna jest farba za pomocą bardzo małego śrubokręta lub podobnego szpiczastego przedmiotu. W razie potrzeby użyj obrazów z kroku 9 jako odniesień.
szlifuj wszelkie zgrubne odlewy lub guzy odlewnicze, ponieważ osady węgla mogą łatwo zbierać się na niezaznaczonych miejscach i powodować turbulencje.
Krok 4: Powiększ otwór Portu, aby pasował do znaków skryby. Użyj kamienia Grot Grot zrobić większość szlifowania.
- Uwaga: kamień grot grot pozostawi szorstkie wykończenie, więc może nie wyglądać tak, jak można się jeszcze spodziewać.
- Wskazówka: pamiętaj, aby powiększyć port równomiernie i równomiernie. Gdy pierwszy biegacz zostanie powiększony, użyj wspomnianej powyżej techniki wieszaka na drut cięty, aby pomóc ocenić proces powiększania.
Krok 5: Podłącz rozszerzenie prowadnicy wydechu za pomocą wkładów. To daje ładne gładkie wykończenie.
zacznij od wkładu o ziarnistości 40, aby wykonać większość kondycjonowania. Po dokładnej obróbce powierzchni za pomocą wkładu o ziarnistości 40, użyj wkładu o ziarnistości 80, aby uzyskać ładne wykończenie bez ripplingu.
Krok 6: Kontynuuj na pozostałych prowadnicach wydechowych. Po prawidłowym przeportowaniu pierwszego wlotu rury wydechowej powtórz te kroki dla pozostałych rur wydechowych.
Krok 7: Sprawdź prowadnice wydechowe. Umieść dolną stronę głowicy cylindrów w górę i sprawdź wnętrze prowadnic wydechowych przez otwory zaworów pod kątem niedoskonałości.
Krok 8: usuń wszelkie chropowatości lub niedoskonałości. Szlifować się wszelkie ostre zakręty, szczeliny, doliny, szorstkie odlewania i odlewania guzki.
użyj wkładu o ziarnistości 40, aby równomiernie przenieść kanał wydechowy. Podkreśl usunięcie wszelkich niedoskonałości, a następnie użyj wkładu o ziarnistości 80, aby jeszcze bardziej wygładzić przeniesiony obszar.
-
Ostrzeżenie: Jak wspomniano wcześniej, należy bardzo uważać, aby nie omyłkowo szlifować żadnego z obszarów, w których zawór oficjalnie stykałby się z głowicą cylindra, znaną również jako gniazdo zaworu, lub może dojść do ekstremalnych nieodwracalnych uszkodzeń.
-
Wskazówka: Po użyciu wiertła z węglika stalowego Przełącz na mniej grubą rolkę wkładu, aby w razie potrzeby jeszcze bardziej wygładzić powierzchnię
Krok 9: powtórz dla pozostałych prowadnic wydechowych. Gdy koniec pierwszego prowadnicy wydechowej jest prawidłowo przeportowany, powtórz dla pozostałych prowadnic wydechowych.
Część 4 z 6: Polerowanie
- Dykiem Machinist
- Szczotka Druciana Golden haired
- Dremel o wysokiej prędkości (10 000+ obr. /min)
- olej penetrujący
- zestaw do portowania i polerowania
- okulary ochronne
- mały śrubokręt lub inne metalowe spiczaste naczynie
- maski chirurgiczne lub inna forma ochrony dróg oddechowych
- rękawice robocze
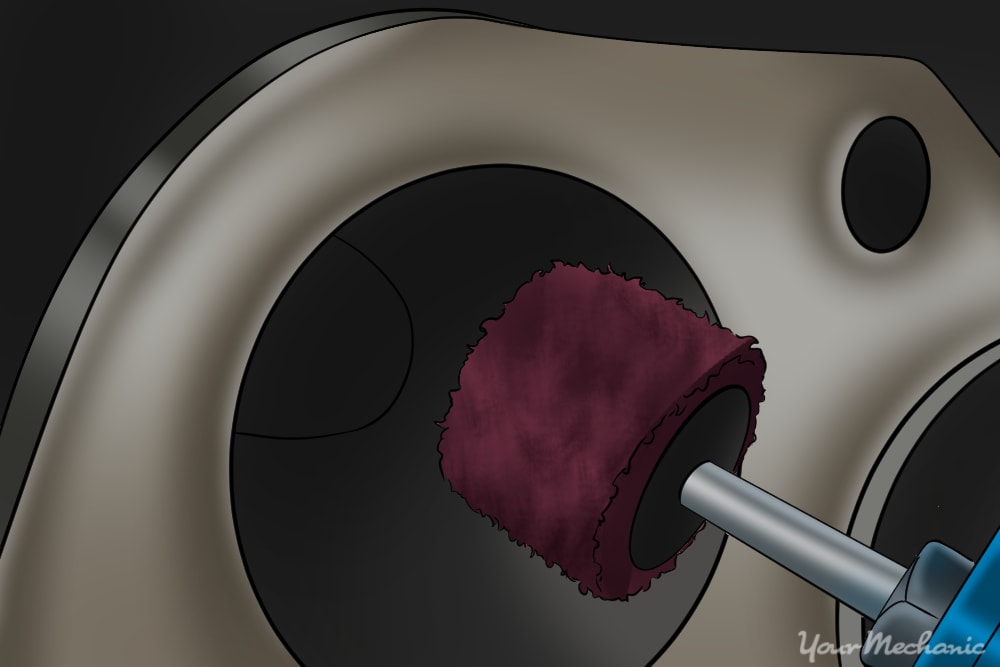
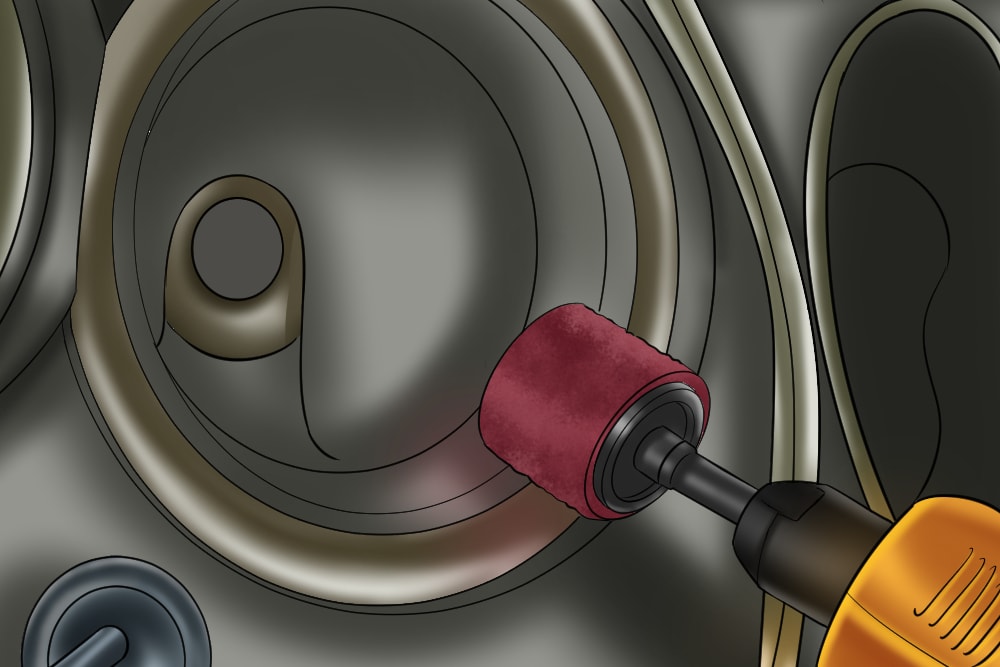
Krok 1: wypoleruj wnętrze bieżnika. Użyj klapy z zestawu do przenoszenia i polerowania, aby wypolerować wnętrze bieżnika.
powinieneś zobaczyć wzrost i połysk podczas przesuwania klapy po powierzchni. Konieczne jest tylko wypolerowanie do około cala do półtora cala wewnątrz prowadnicy wlotowej. Wypoleruj równomiernie prowadnicę wlotową przed przejściem do następnego bufora.
- Wskazówka: pamiętaj, aby utrzymać prędkość Dremel na około 10000 obr. / min, aby zmaksymalizować żywotność bitów.
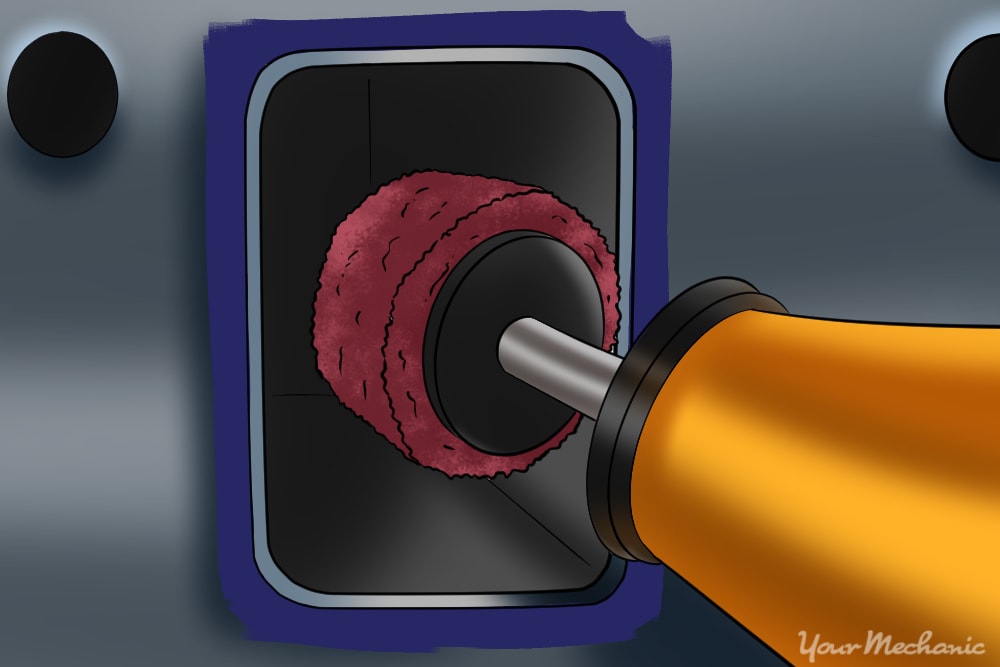
Krok 2: Użyj bufora o średniej ziarnistości. Powtórz ten sam proces jak powyżej, ale użyj bufora krzyżowego o średniej ziarnistości zamiast klapy.
Krok 3: Użyj bufora o drobnej ziarnistości. Powtórz ten sam proces ponownie, ale użyj bufora krzyżowego o drobnej ziarnistości do ostatecznego wykończenia.
zaleca się rozpylanie bufora i prowadnicy w małych krokach za pomocą WD-40, aby uzyskać lśniące i połyskujące wykończenie.
Krok 4: Ukończ dla pozostałych biegaczy. Po pomyślnym wypolerowaniu pierwszej prowadnicy wlotowej przejdź do drugiej prowadnicy wlotowej, trzeciej i tak dalej.
Krok 5: wypoleruj prowadnice wydechowe. Gdy wszystkie prowadnice dolotowe są wypolerowane, przejdź do polerowania prowadnic wydechowych.
wypoleruj każdy kanał wydechowy przy użyciu dokładnie tych samych wytycznych i sekwencji buforów podanych w powyższych krokach.
Krok 6: polerowanie wylotów biegaczy. Umieść dolną stronę głowicy cylindra do góry, abyśmy mogli wypolerować wyloty prowadnic dolotowych i wydechowych.
Krok 7: zastosuj tę samą sekwencję bufora. Do polerowania wylotów zarówno kanałów dolotowych, jak i wydechowych stosuje się tę samą sekwencję bufora, która była wcześniej stosowana.
użyj klapy do pierwszego etapu polerowania, następnie bufora krzyżowego o średniej ziarnistości do drugiego etapu i bufora krzyżowego o drobnej ziarnistości do końcowego polerowania. W niektórych przypadkach klapa może nie pasować do ciasnych obszarów. Jeśli Tak, użyj bufora poprzecznego o średniej ziarnistości, aby przenieść obszary, do których klapa nie może dotrzeć.
- wskazówka: nie zapomnij rozpylać produktu WD-40 w małych krokach, używając bufora o drobnej ziarnistości, aby jeszcze bardziej zobrazować połysk.
Krok 8: skoncentruj się na dolnej części głowicy cylindrów. Teraz skupmy się na przenoszeniu i polerowaniu dolnej części głowicy cylindrów.
celem jest wyeliminowanie szorstkich powierzchni, które mogą powodować wstępne zapłon i czyste osady węgla. Umieść zawory w oryginalnych miejscach, aby chronić gniazda zaworów podczas przenoszenia.
Część 4 z 6: polerowanie pokładu cylindra i komory
- Dykiem Machinist
- Dremel o dużej prędkości (10 000+ obr./min)
- olej penetrujący
- zestaw do portowania i polerowania
- okulary ochronne
- mały śrubokręt lub inne metalowe spiczaste naczynie
- maski chirurgiczne lub inna forma ochrony dróg oddechowych
- rękawice robocze
- wiązania ZIP
Krok 1: Użyj rolek naboju, aby wygładzić obszar, w którym komora styka się z pokładem. Tie ZIP więzi wokół trzpienia zaworu, aby pomóc zabezpieczyć zawory na miejscu.
wkład o ziarnistości 80 powinien być odpowiedni dla tego etapu przenoszenia. Wykonaj ten krok na każdym pokładzie cylindra i komorze.
Krok 2: polerowanie pokładu cylindra. Po przeportowaniu każdego pokładu cylindrów będziemy je polerować przy użyciu prawie wszystkich tych samych technik, co wcześniej.
tym razem poleruj używając tylko bufora drobnoziarnistego. W tym momencie powinieneś naprawdę zacząć widzieć migoczącą głowicę cylindra. Aby głowica cylindra świeciła jak diament, użyj bufora o drobnej ziarnistości, aby wydobyć ostateczny blask.
-
Wskazówka: pamiętaj, aby utrzymać prędkość Dremel na około 10000 obr. / min, aby zmaksymalizować żywotność bitów.
-
wskazówka: nie zapomnij rozpylać produktu WD-40 w małych krokach, używając bufora o drobnej ziarnistości, aby jeszcze bardziej zobrazować połysk.
część 6 z 6: Kompletne docieranie zaworu
- Dykiem Machinist
- narzędzie docierania
- związek docierania
- maski chirurgiczne lub inna forma ochrony dróg oddechowych
- rękawice robocze
następnie bezpiecznie odnowimy Twoje gniazda zaworu. Ten proces regeneracji jest znany jako docieranie zaworu.
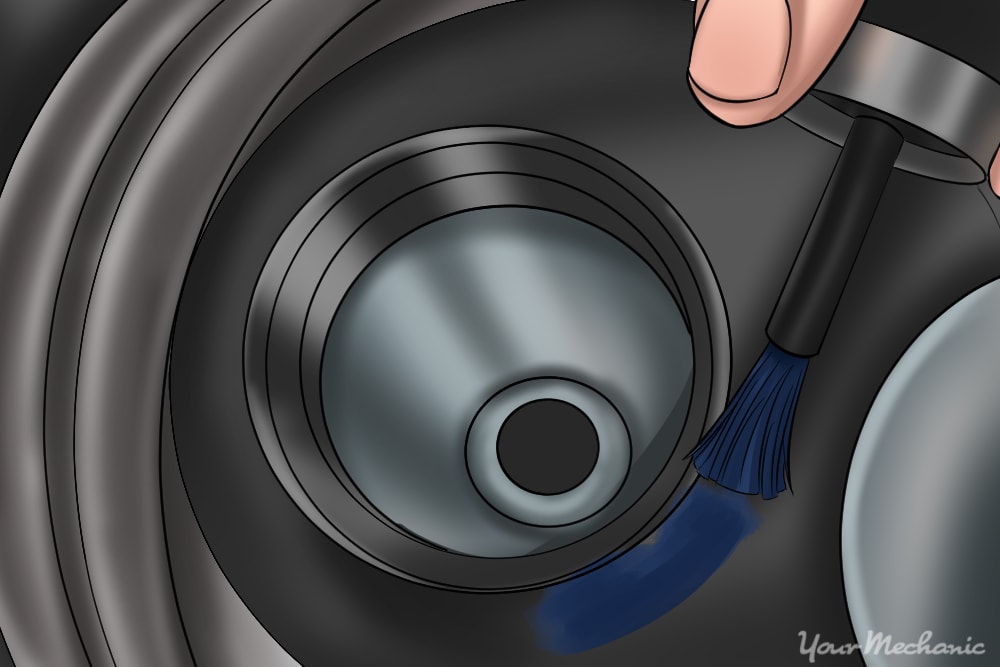
Krok 1: pomaluj Obwód gniazd zaworów za pomocą koloru mechanik blue red lub blue. Farba pomoże zwizualizować wzór docierania i wskazać, kiedy docieranie jest zakończone.
Krok 2: nakładanie mieszanki. Nałożyć mieszankę docierania na podstawę zaworu.
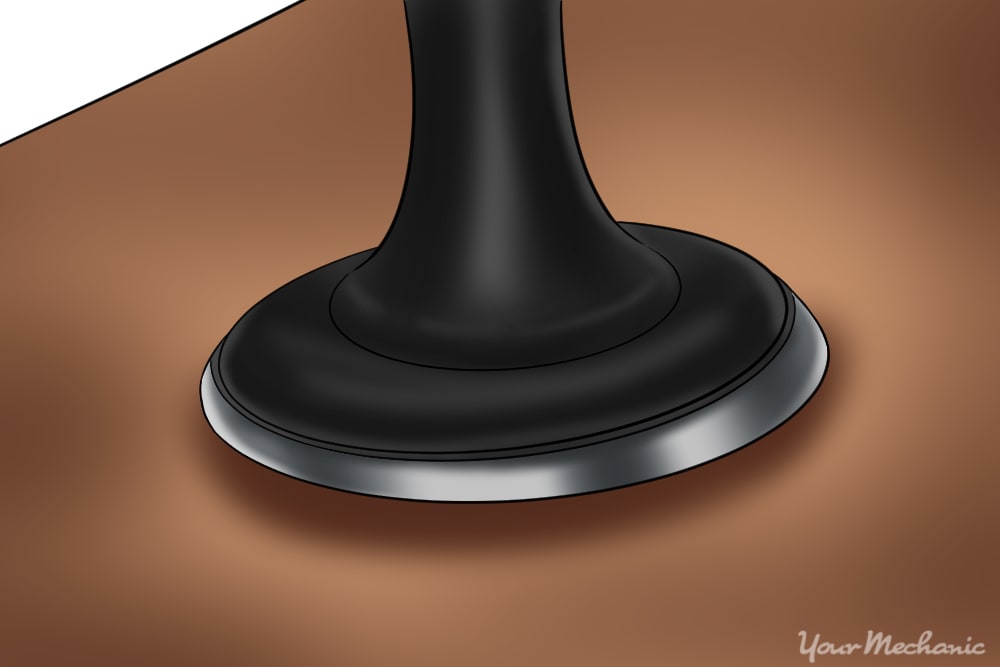
Krok 3: zastosuj narzędzie docierania. Umieść zawór z powrotem w oryginalnym miejscu i zastosuj narzędzie docierania.
przy niewielkim nacisku obracaj narzędzie do docierania między dłońmi w szybkim tempie, takim jak rozgrzewanie dłoni lub próba rozpalenia ognia.
Krok 4: Sprawdź wzór. Po kilku sekundach wyciągnij zawór z gniazda i sprawdź wzór, który zrobiłeś.
Jeśli zawór i gniazdo mają błyszczący pierścień, Twoja praca jest skończona i możesz przejść do następnego zaworu i gniazda zaworu. Jeśli nie, istnieje duża szansa, że masz wygięty zawór, który będzie musiał zostać wymieniony.
Krok 5: Ponownie zainstaluj wszystkie usunięte elementy. Zainstaluj ponownie wałek rozrządu, wahacze, sprężyny zaworowe, elementy ustalające i podnośniki.
Krok 6: Zainstaluj ponownie głowicę cylindra. Po zakończeniu dwukrotnie sprawdzić czas przed uruchomieniem pojazdu.
cały ten czas spędzony na polerowaniu, polerowaniu, szlifowaniu i docierowaniu się opłacił. Aby zweryfikować wyniki wydajności, zabierz głowicę cylindrów do warsztatu i zleć jej test na stanowisku przepływowym. Test ujawni wszelkie nieszczelności i pozwoli zobaczyć objętość przepływu powietrza przepływającego przez prowadnice. Chcesz, aby objętość przepływająca przez każdy kanał dolotowy była bardzo podobna. Jeśli masz jakiekolwiek pytania dotyczące tego procesu, poproś Mechanika o szybką i pomocną poradę, a w razie potrzeby pamiętaj o wymianie czujnika temperatury głowicy cylindrów.
Leave a Reply