Hur man portar och polerar dina Bilcylinderhuvuden
ett av de enklaste sätten att få 20 till 30 hästkrafter är att köpa portade och polerade eftermarknadscylinderhuvuden. Motorn kommer att älska uppgraderingen men din plånbok kanske inte. Dagens eftermarknadscylinderhuvuden har en hög prislapp.
för att lindra en del av det ekonomiska trycket kan du skicka ditt cylinderhuvud till en maskinverkstad för portning och polering, men det blir dyrt. Det bästa sättet att spara mest pengar medan du skördar samma prestandafördelar är att investera din egen personliga tid i att portera och polera cylinderhuvudet själv.
porterings-och poleringsprocessen är i stort sett densamma för alla cylinderhuvuden. Nedan kommer vi att ge en enkel guide till port och polska topplock ordentligt, säkert och effektivt. Tänk dock på att allt som föreslås i den här artikeln utförs på egen risk. Det är väldigt lätt att slipa alldeles för mycket metall, vilket är irreversibelt och sannolikt kommer att anse cylinderhuvudet oanvändbart.
- Obs: Om du har liten eller ingen erfarenhet av en Dremel föreslås att du övar på ett extra cylinderhuvud först. Gamla reservcylinderhuvuden kan köpas på en bärgningsgård eller en butik kan vara villig att låta dig få en gammal gratis.
Del 1 av 6: Prepping för jobbet
material som behövs
- 2-3 burkar bromsrengörare
- Scotch-Brite pads
-
arbetshandskar
-
Tips: hela processen tar lite tid. Kanske 15 arbetstimmar eller mer. Var tålmodig och träna beslutsamhet under denna procedur.
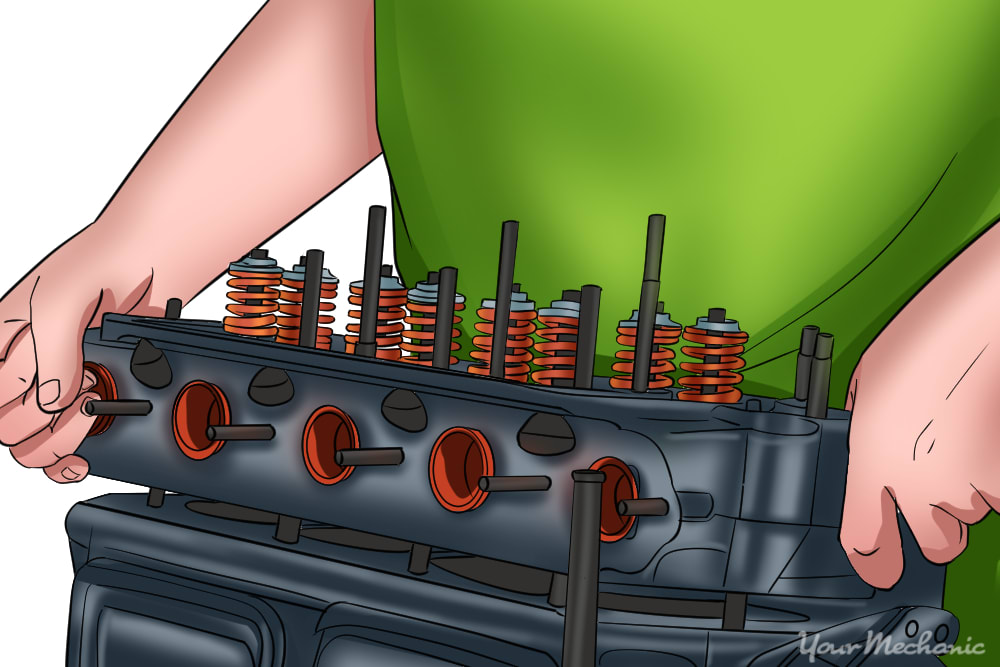
Steg 1: Ta bort cylinderhuvudet. Denna process varierar från motor till motor, så du bör konsultera din manual för alla detaljer.
generellt måste du ta bort alla delar från huvudet som hindrar borttagning och du måste ta bort muttrar och bultar som håller huvudet.
steg 2: Ta bort kamaxeln, vipparmarna, ventilfjädrarna, hållarna, ventilerna och lyftarna. Du bör hänvisa till din manual för detaljerna om att ta bort dessa eftersom varje bil är väldigt annorlunda.
- tips: Varje komponent som tas bort ska installeras om exakt i den position den togs bort från. När du demonterar, Beställ de borttagna komponenterna på ett sätt där du enkelt kan hålla reda på de ursprungliga positionerna.
steg 3: Rengör cylinderhuvudet på olja och skräp noggrant med broms ren. Skrubba med en gyllene hårborste eller Scotch-Brite pad för att ta bort eventuella envisa avlagringar.
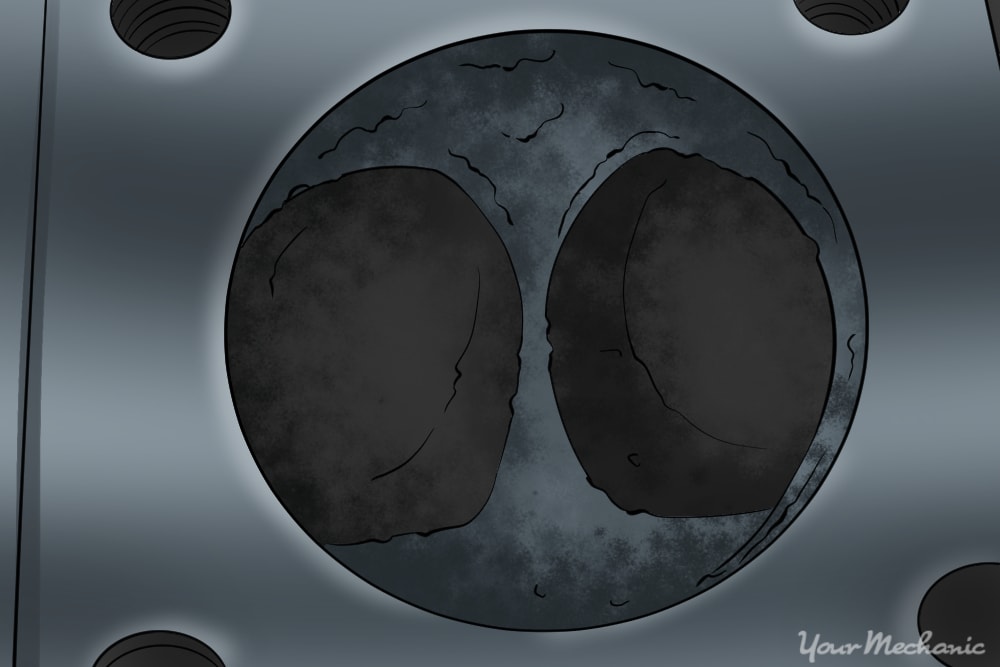
steg 4: Kontrollera cylinderhuvudet för sprickor. Oftast kommer de att visas mellan intilliggande ventilsäten.
- tips: Om det finns en spricka i cylinderhuvudet måste cylinderhuvudet bytas ut.
Steg 5: skrubba anslutningspunkten. Använd en Scotch-Brite pad eller 80 sandpapper för att skrubba området där cylinderhuvudet passar med insugningspackningen ner till bar metall.
del 2 av 6: Öka luftflödet
- Dykem maskinist
- gyllene haired stålborste
- höghastighets Dremel (10.000+ RPM kapabel)
- Lappverktyg
- Lappförening
- penetrerande olja
- portning och polering kit
- skyddsglasögon
- liten skruvmejsel eller annat metalliskt spetsigt redskap
- kirurgiskt masker eller annan form av andningsskydd
- arbetshandskar
- zip ties
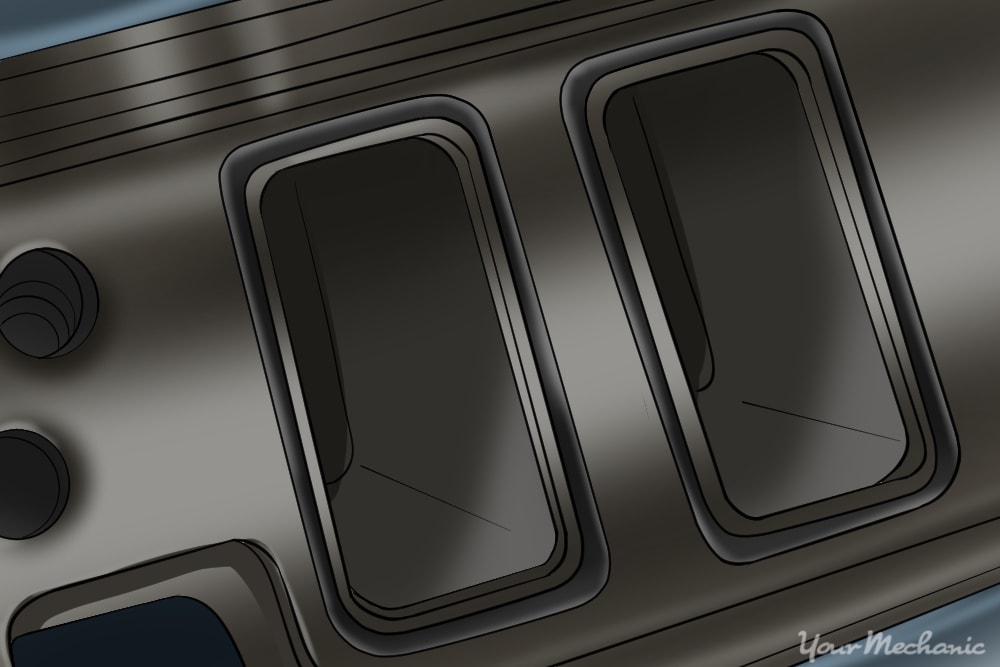
Steg 1: matcha insugningsportarna till insugningspackningarna. Med inloppsrörspackningen pressad mot cylinderhuvudet kan du se hur mycket metall som kan tas bort för att öka luftflödet.
insugningslöparen kan breddas mycket mer för att matcha omkretsen på insugningspackningen.
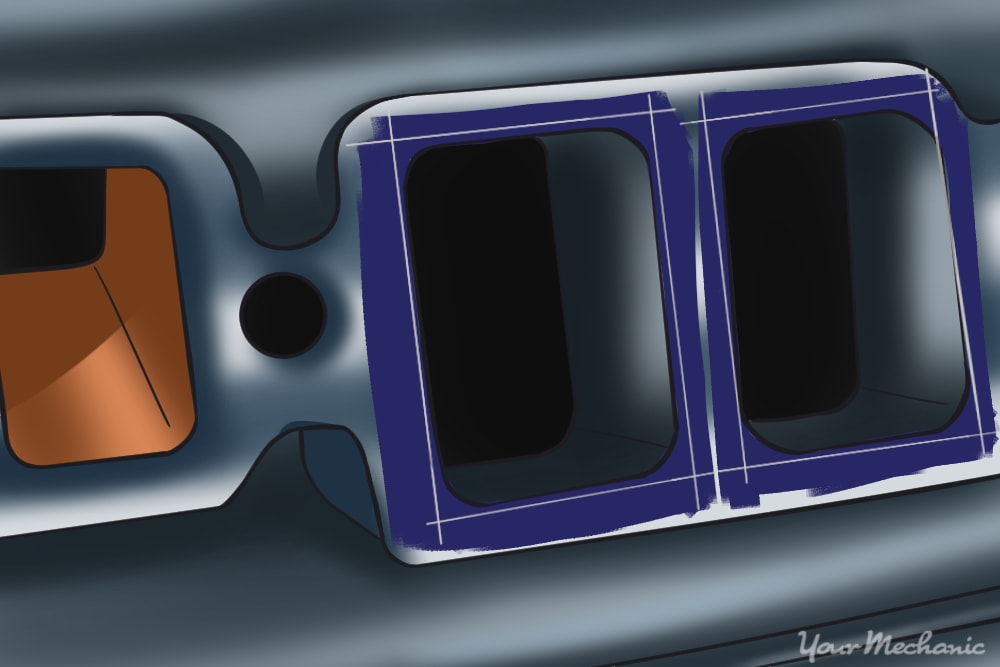
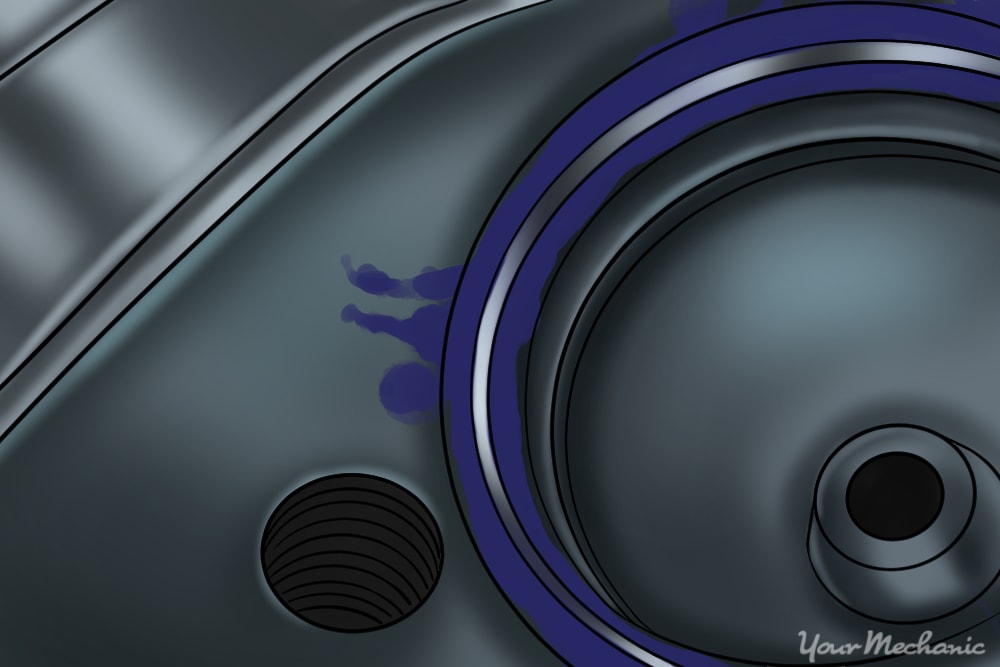
steg 2: Måla omkretsen av insugningslöparen med maskinist röd eller blå. Efter färg torkar mate insugningsröret packningen tillbaka till topplocket.
använd en inloppsrörsbult eller tejp för att hålla packningen på plats.
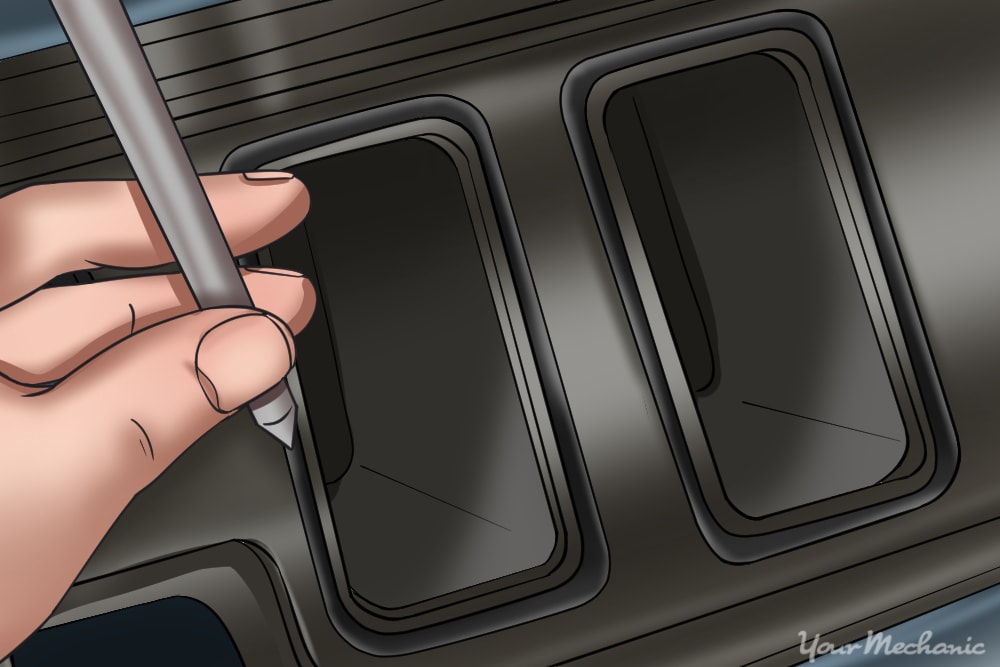
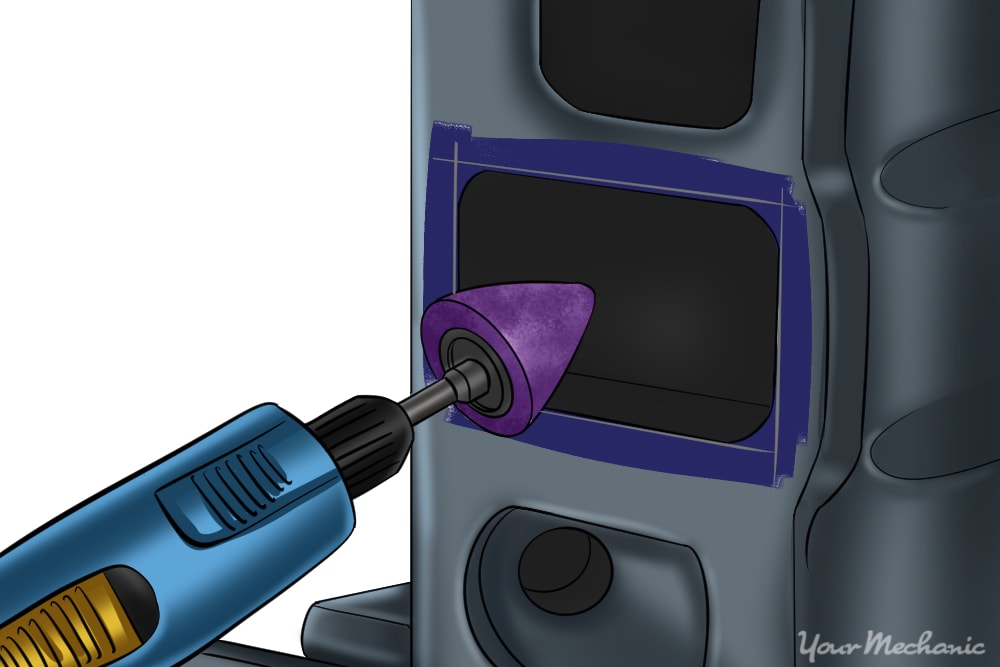
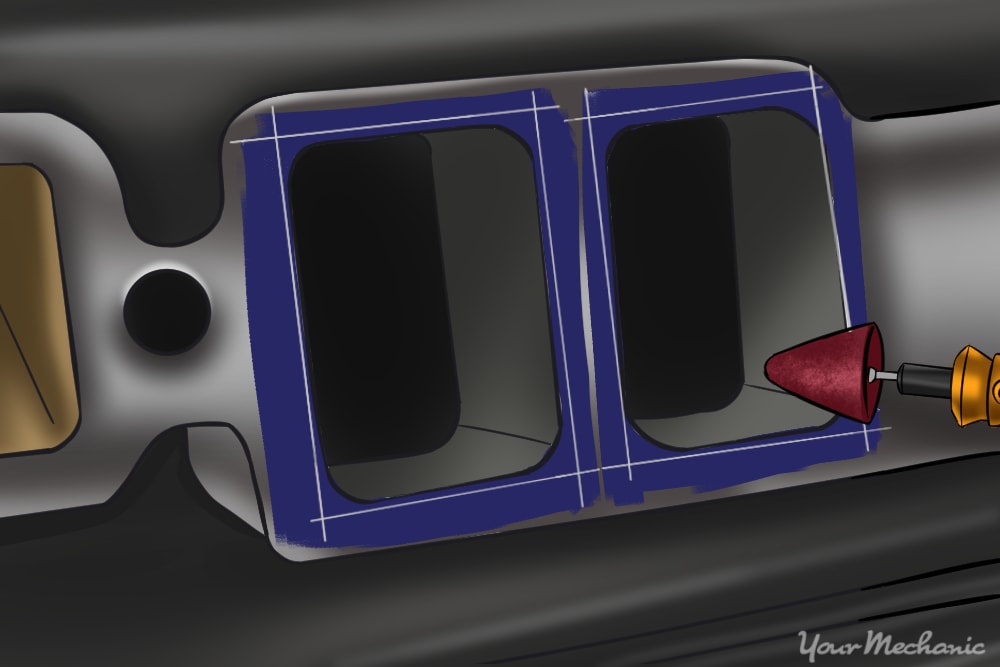
steg 3: Spåra runt insugningslöparen. Använd en liten skruvmejsel eller liknande stiftspetsat föremål för att skriva eller spåra områdena runt inloppslöparen där färg är synlig.
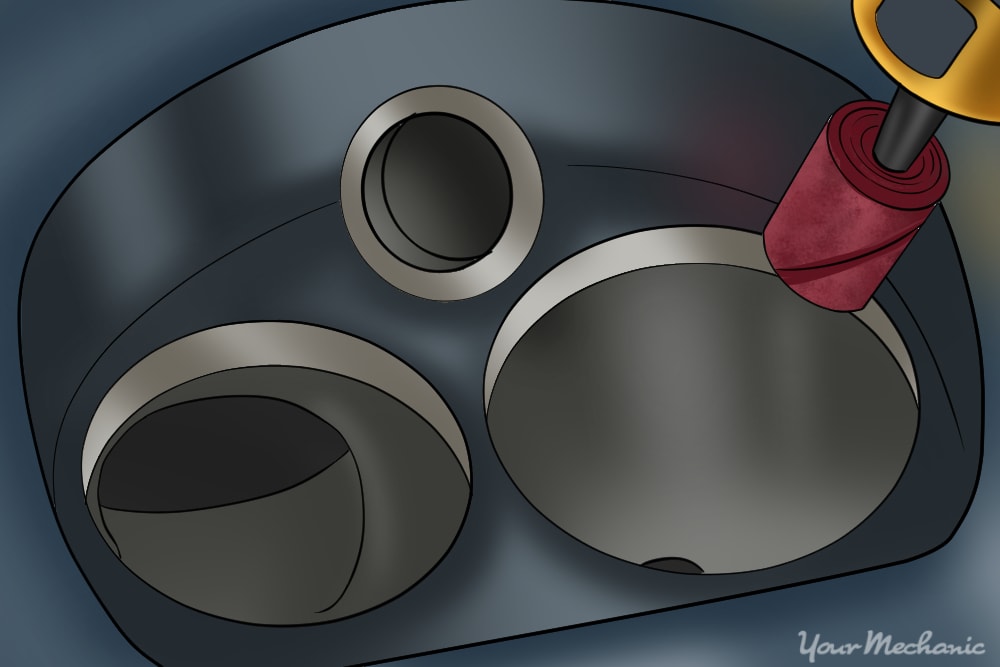
steg 4: Ta bort materialet inuti scribe-märkena. Använd pilspetsen för att ta bort material inuti skribentens märken måttligt.
pilen gravsten bit kommer att lämna en grov yta, så var mycket noga med att inte över förstora porten eller felaktigt slipa in i området som sträcker sig in i insugningspackningen täckningsområdet.
förstora inloppslöparen jämnt och jämnt. Du behöver inte gå för djupt inne i löparen. Det är bara nödvändigt att porta ungefär en tum till en och en halv tum i inloppslöparen.
Håll Dremel-hastigheten reglerad vid cirka 10 000 RPM eller du kommer att slita ner bitarna snabbare. Ta hänsyn till FABRIKSVARVTALET för Dremel du använder för att avgöra hur mycket snabbare eller långsammare varvtalet måste justeras för att nå 10 000-intervallet.
till exempel, om Dremel du använder har en FABRIKSVARVTAL på 11 000 är det säkert att säga att du kan köra den med full gas utan att bränna ut dina bitar. Å andra sidan, om Dremel har en FABRIKSVARVTAL på 20 000, håll sedan gasen ungefär halvvägs till en punkt endast där Dremel arbetar med ungefär hälften av hastigheten.
- Varning: Ta inte bort metall som sträcker sig in i packningens täckningsområde, annars kan det uppstå läckage.
-
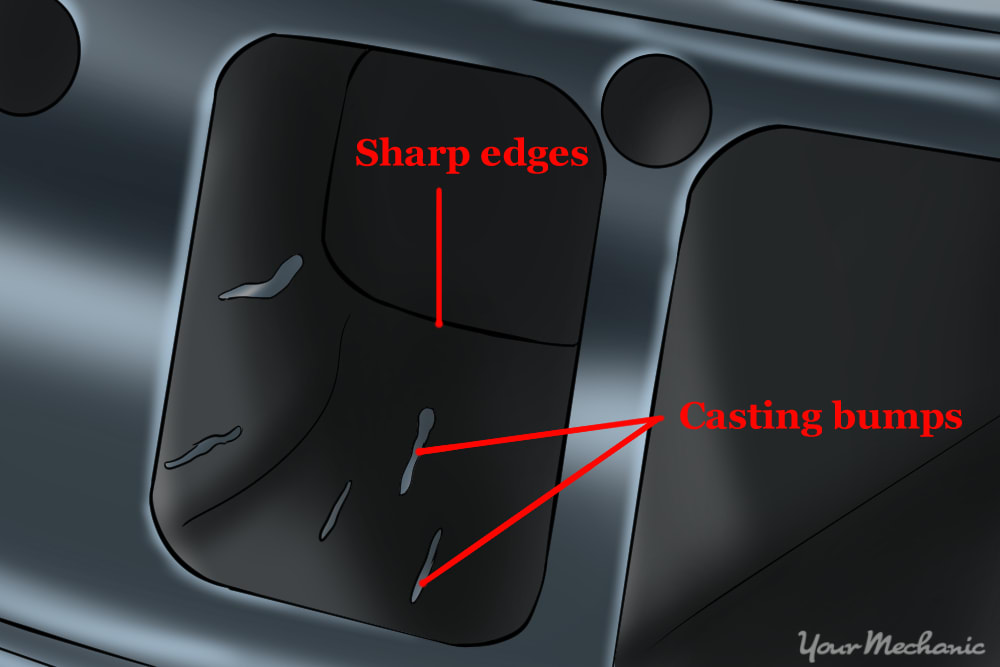
tips: Slipa bort eventuella skarpa svängar, sprickor, dalar, grov gjutning och gjutningsbultar inuti insugningslöparen där det är möjligt. Se följande bild för ett exempel på gjutning av stötar och skarpa kanter.
-
Tips: Var noga med att förstora porten jämnt och jämnt. När den första löparen förstoras använd en snittad hängare för att mäta utvidgningsprocessen. Klipp hängaren i en längd som hänvisar till bredden på den första portade avgaslöparen. Därför kan du använda klipphängaren som en mätare för att få en bättre uppfattning om hur långt de andra löparna måste förstoras. Varje intag löpare utvidgningen bör vara ungefär lika med varandra så att de kan flöda samma volym. Samma regel gäller för avgaslöparna också.
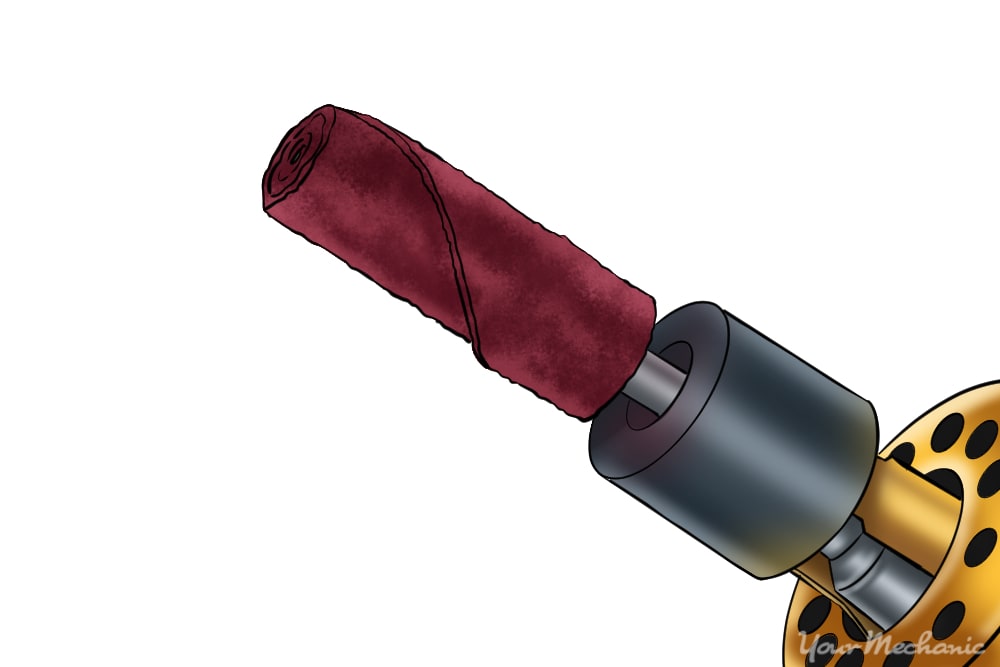
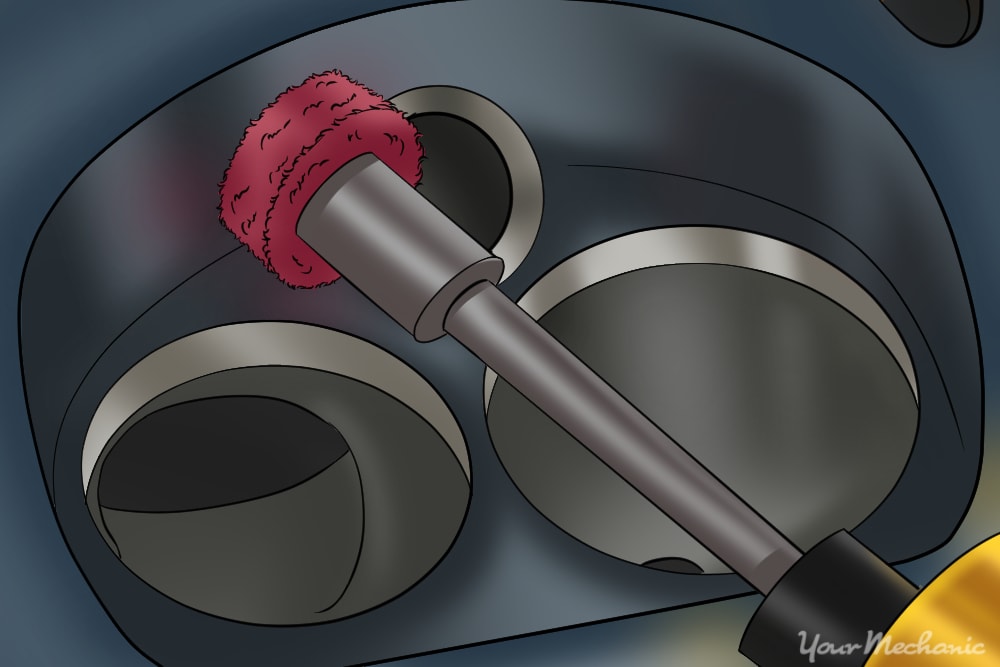
steg 4: släta ut den nya ytan. När ingångsporten är förstorad använd de mindre grova patronrullarna för att jämna ut den nya ytan.
använd en 40 grit patron för att göra det mesta av slipningen och använd sedan en 80 grit patron för att få en fin slät yta.
Steg 5: Kontrollera inloppslöparna. Placera cylinderhuvudets undersida uppåt och inspektera insidan av inloppslöparna genom ventilhålen.
steg 6: Ta bort eventuella uppenbara ojämnheter. Slipa bort eventuella skarpa svängar, sprickor, dalar, grov gjutning och gjutbultar med patronerna.
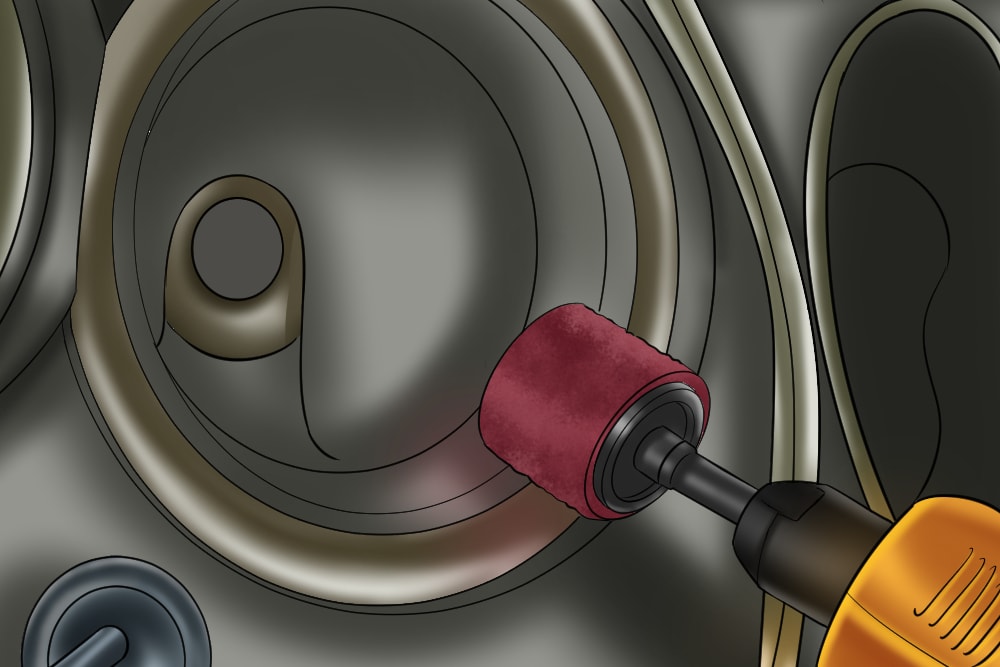
använd en 40 grit-patron för att jämnt Porta inloppslöparen. Betona på att ta bort eventuella brister. Använd sedan en 80 grit-patron för att ytterligare jämna ut det portade området.
- tips: Vid slipning vara mycket noga med att inte slipa några områden där ventilen officiellt skulle komma i kontakt med topplocket, även känd som ventilsätet, eller en ny ventil jobb kommer att bli resultatet.
Steg 7: Slutför de andra inloppslöparna. Efter avslutad första intag löpare gå vidare till den andra intag löpare, tredje och så vidare.
del 3 av 6: portering av avgaserna
utan portering av avgassidan kommer motorn inte att ha tillräckligt med förskjutning för att den ökade luftvolymen effektivt ska kunna gå ut. För att porta motorns avgaser är stegen mycket desamma.
- Dykem maskinist
- gyllene haired stålborste
- höghastighets Dremel (10.000+ RPM kapabel)
- penetrerande olja
- portning och polering kit
- skyddsglasögon
- liten skruvmejsel eller andra metalliska spetsiga redskap
- kirurgiska masker eller annan form av andningsskydd
- arbetshandskar
steg 1: skrubba parningsområdet. Använd Scotch-Brite pad för att skrubba området där cylinderhuvudet passar med avgaspackningen ner till bar metall.
steg 2: Måla omkretsen av avgaslöparen med maskinist röd eller blå. Efter färg torkar mate avgasgrenröret packningen tillbaka till topplocket.
använd en avgasrörsbult eller tejp för att hålla packningen på plats.
steg 3: Skriv ut de områden där färg syns med en mycket liten skruvmejsel eller liknande spetsigt föremål. Använd bilderna i steg 9 som referenser om det behövs.
slipa bort eventuella grova gjutnings-eller gjutstötar eftersom kolavlagringarna lätt kan samlas på fläckar som inte är markerade och orsaka turbulens.
steg 4: Förstora portens öppning för att matcha skribentens märken. Använd pilspetsen för att göra det mesta av slipningen.
- Obs: pilspetsen kommer att lämna en grov finish, så det kanske inte ser ut som du förväntar dig ännu.
- Tips: Var noga med att förstora porten jämnt och jämnt. När den första löparen förstoras använd den klippta trådhängartekniken som nämns ovan för att mäta utvidgningsprocessen.
Steg 5: Port utvidgningen av avgasröret med patronerna. Detta ger dig en fin slät finish.
börja med en 40 grit patron för att göra det mesta av konditioneringen. När du har arbetat ytan noggrant med 40 grit-patronen, använd en 80 grit-patron för att få en fin rippleless finish.
steg 6: Fortsätt på de återstående avgaslöparna. När det första avgaslöparinloppet är korrekt portat, upprepa dessa steg för de återstående avgaslöparna.
Steg 7: inspektera avgasringarna. Placera cylinderhuvudets undersida uppåt och inspektera insidan av avgaslöparna genom ventilhålen för brister.
steg 8: Ta bort eventuella ojämnheter eller brister. Slipa bort alla skarpa svängar, sprickor, dalar, grov gjutning och gjutstötar.
använd en 40 grit-patron för att jämnt Porta avgaslöparen. Betona att ta bort eventuella brister, använd sedan en 80 grit patron för att ytterligare jämna ut det portade området.
-
Varning: Som tidigare nämnts, var mycket försiktig så att du inte av misstag slipar något av de områden där ventilen officiellt skulle komma i kontakt med cylinderhuvudet, även känt som ventilsätet, eller extrem irreversibel skada kan uppstå.
-
Tips: när du har använt stålkarbidbiten, byt till en mindre grov patronrulle för att ytterligare jämna ut ytan där det behövs
steg 9: upprepa för de återstående avgaslöparna. När slutet av den första avgaslöparen är korrekt portad upprepa för de återstående avgaslöparna.
Del 4 av 6: Polering
- Dykem maskinist
- gyllene haired stålborste
- höghastighets Dremel (10.000+ RPM kapabel)
- penetrerande olja
- portning och polering kit
- skyddsglasögon
- liten skruvmejsel eller andra metalliska spetsiga redskap
- kirurgiska masker eller annan form av andningsskydd
- arbetshandskar
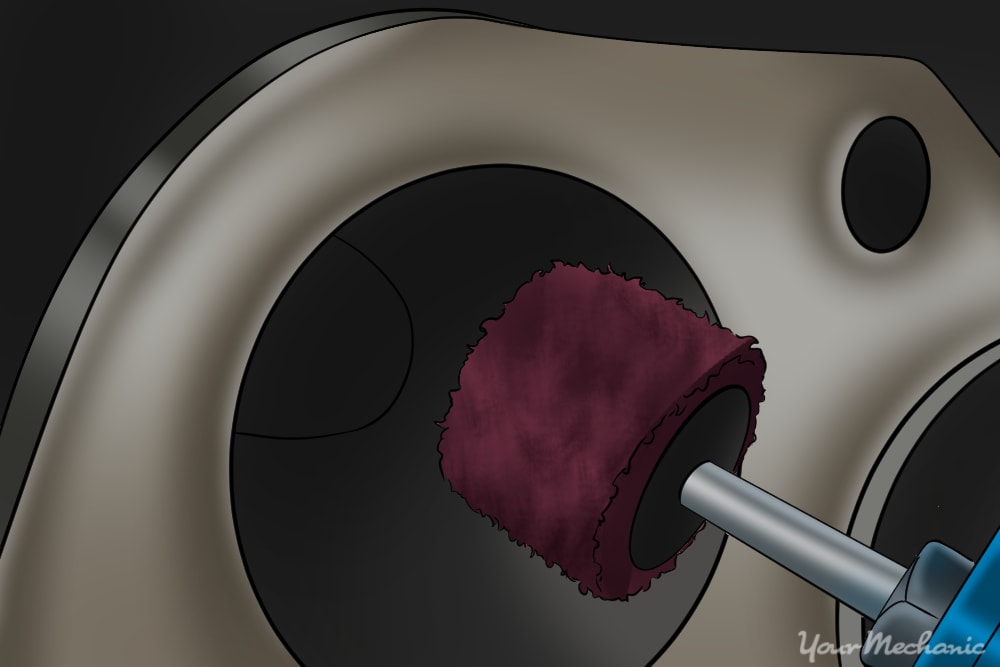
steg 1: polera insidan av löparen. Använd klaffen från Port-och poleringssatsen för att polera insidan av löparen.
Du bör se en ökning och glans när du flyttar klaffen över ytan. Det är bara nödvändigt att polera upp till ungefär en tum till en och en halv tum inuti insugningslöparen. Polera inloppslöparen jämnt innan du går vidare till nästa buffert.
- tips: Kom ihåg att hålla din Dremel hastighet på cirka 10000 RPM för att maximera livslängden på bitarna.
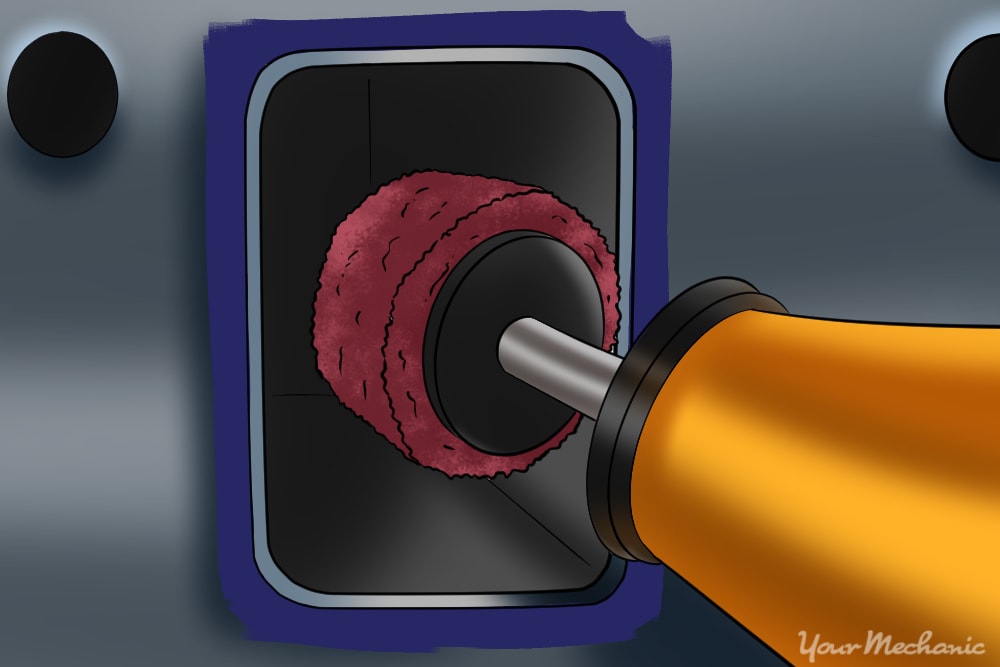
steg 2: Använd medium grit cross-buffert. Upprepa samma process som ovan men använd medelkorsbufferten istället för klaffen.
steg 3: använd en finkorsbuffert. Upprepa samma process igen men använd en fin korsbuffert för den slutliga finishen.
det rekommenderas att spraya buffert och löpare i små steg med WD-40 för att få fram en glänsande och skimrande finish.
steg 4: komplett för de återstående löparna. Efter det första intaget löpare framgångsrikt polerad gå vidare till den andra intag löpare, tredje och så vidare.
Steg 5: polera avgaslöparna. När alla inloppslöpare är polerade fortsätt att polera avgaslöparna.
polera varje avgaslöpare med exakt samma riktlinjer och buffertsekvens som anges i ovanstående steg.
steg 6: polera löparnas utlopp. Placera cylinderhuvudet undersidan uppåt så att vi kan polera utloppen på insugnings-och avgaslöparna.
Steg 7: Använd samma buffertsekvens. För att polera utloppen för både insugnings-och avgaslöpare gäller samma buffertsekvens som tidigare användes.
använd klaffen för det första poleringssteget, sedan en medelkorsbuffert för det andra steget och finkorsbuffert för den slutliga poleringen. I vissa fall kanske klaffen inte passar in i trånga områden. Använd i så fall mellankorsbufferten för att porta de områden klaffen inte kan nå.
- tips: Glöm inte att spraya WD-40 i små steg medan du använder finkornet för att ytterligare illustrera en glans.
steg 8: fokusera på cylinderhuvudets nedre del. Låt oss nu verkligen fokusera på portning och polering av cylinderhuvudets nedre del.
målet här är att eliminera grov yta som kan orsaka förtändning och rena kolavlagringar. Placera ventilerna på sina ursprungliga platser för att skydda ventilsätena under portning.
Del 4 av 6: polera cylinderdäcket och kammaren
- Dykem Machinist
- höghastighets Dremel (10 000+ RPM kapabel)
- penetrerande olja
- Porting and poler kit
- skyddsglasögon
- liten skruvmejsel eller annat metallspetsat redskap
- kirurgiska masker eller annan form av andningsskydd
- arbetshandskar
- zip ties
steg 1: Använd patronrullarna för att jämna ut det område där kammaren möter däcket. Tie dragkedjor runt ventilspindeln för att säkra ventilerna på plats.
80 grit-patronen bör vara tillräcklig för detta portsteg. Utför detta steg på varje cylinderdäck och kammare.
steg 2: polera cylinderdäcket. När varje cylinderdäck har portats polerar vi dem med nästan alla samma tekniker som tidigare.
den här gången polerar du bara med finkors-korsbufferten. Vid denna tidpunkt bör du verkligen börja se cylinderhuvudet blinka. För att verkligen få cylinderhuvudet att lysa ljust som en diamant, använd den fina korsbufferten för att få fram den sista gnistan.
-
tips: Kom ihåg att hålla din Dremel hastighet vid ca 10000 RPM för att maximera livslängden på bitarna.
-
tips: Glöm inte att spraya WD-40 i små steg medan du använder finkornet för att ytterligare illustrera en glans.
Del 6 av 6: Komplett valve lapping
- Dykem Machinist
- Lapping tool
- Lapping compound
- kirurgiska masker eller annan form av andningsskydd
- arbetshandskar
därefter kommer vi att rekonditionera dina ventilsäten säkert. Denna rekonditioneringsprocess är känd som valve lapping.
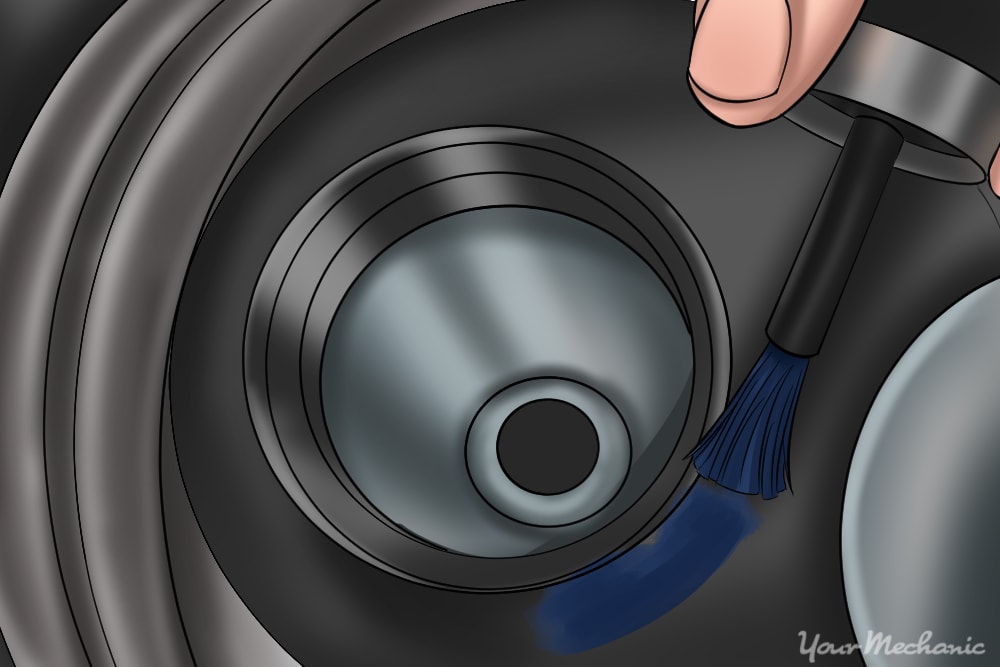
Steg 1: Måla ventilsätenas omkrets med maskinistblått rött eller blått. Färgen hjälper till att visualisera lappmönstret och indikerar när lappningen är klar.
steg 2: applicera föreningen. Applicera lappföreningen på ventilens botten.
steg 3: Applicera lappverktyget. Sätt tillbaka ventilen på den ursprungliga platsen och applicera lappverktyget.
med lite tryck snurra lappverktyget mellan dina händer i snabb takt som att värma dina händer eller som om du försöker starta en eld.
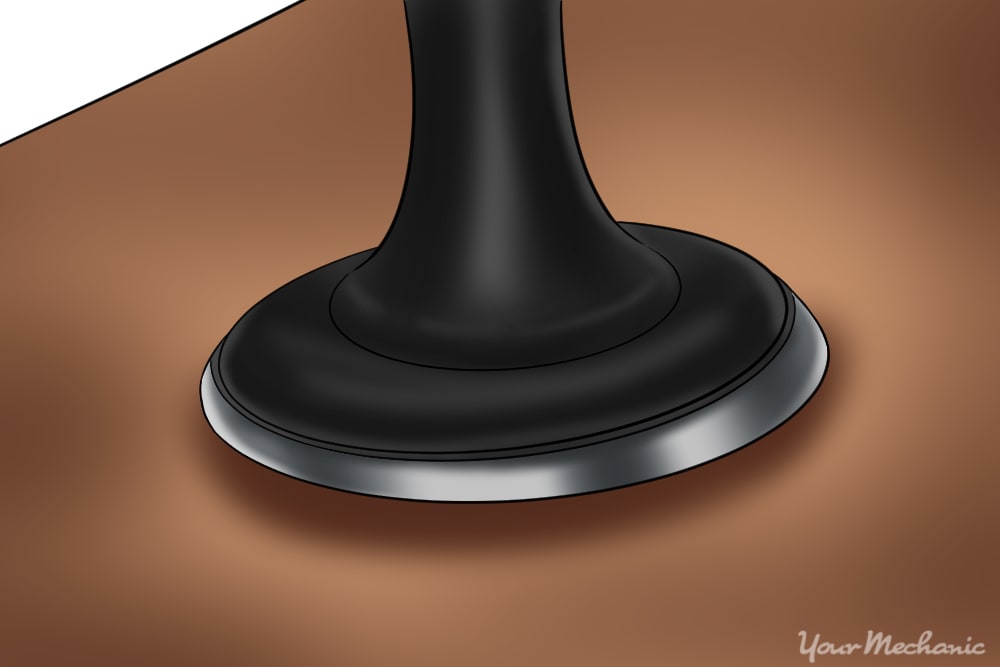
steg 4: inspektera mönstret. Efter några sekunder dra ventilen från sätet och inspektera mönstret du gjorde.
om ventilen och sätet har utvecklat en blank ring, är ditt jobb gjort och du kan gå vidare till nästa ventil och ventilsäte. Om inte finns det en god chans att du har en böjd ventil som måste bytas ut.
Steg 5: Installera om alla bitar som du tog bort. Sätt tillbaka kamaxeln, vipparmarna, ventilfjädrarna, hållarna och lyftarna.
steg 6: Sätt tillbaka cylinderhuvudet. När du är klar dubbelkolla tidpunkten innan du startar fordonet.
All den tiden som spenderats på polering, polering, slipning och lappning har lönat sig. För att verifiera prestandaresultaten, ta cylinderhuvudet till en maskinverkstad och testa det flödesbänk. Testet kommer att avslöja eventuella läckor och låter dig se volymen av luftflödet som passerar löparna. Du vill att volymen som passerar varje inloppslöpare ska vara mycket lika. Om du har några frågor om processen, be en mekaniker om några snabba och hjälpsamma råd, och se till att din cylinderhuvudets temperatursensor byts ut om det behövs.
Leave a Reply