Sådan Port og polere din bil cylinderhoveder
en af de nemmeste måder at få 20 til 30 hestekræfter er at købe porteret og poleret eftermarkedet cylinderhoveder. Motoren vil elske opgraderingen, men din tegnebog kan ikke. Dagens eftermarkedet cylinderhoveder kommer med en høj pris.
for at afhjælpe noget af det økonomiske pres kan du sende dit cylinderhoved til et maskinværksted til portering og polering, men det vil være dyrt. Den bedste måde at spare flest penge på, mens du høster de samme ydelsesfordele, er at investere din egen personlige tid i at overføre og polere cylinderhovedet selv.
porterings-og poleringsprocessen er stort set den samme for alle cylinderhoveder. Nedenfor vil vi give en nem guide til port og polere topstykker korrekt, sikkert og effektivt. Husk dog, at alt, hvad der foreslås i denne artikel, udføres på egen risiko. Det er meget let at male alt for meget metal, hvilket er irreversibelt og sandsynligvis vil betragte cylinderhovedet ubrugeligt.
- Bemærk: Hvis du har lidt eller ingen erfaring med en Dremel, foreslås det, at du først træner på et ekstra cylinderhoved. Gamle, ekstra topstykker kan købes på en bjærgning værftet eller en butik kan være villig til at lade dig have en gammel en gratis.
Del 1 af 6: forberedelse til jobbet
nødvendige materialer
- 2-3 dåser bremserens
- Scotch-Brite pads
-
arbejdshandsker
-
Tip: hele denne proces vil tage nogen tid. Muligvis 15 arbejdstimer eller mere. Vær tålmodig og udøve bestemmelse under denne procedure.
Trin 1: Fjern topstykket. Denne proces varierer fra motor til motor, så du bør konsultere din manual for alle detaljer.
generelt skal du fjerne dele fra hovedet, der forhindrer fjernelse, og du bliver nødt til at fjerne møtrikker og bolte, der fastgør hovedet.
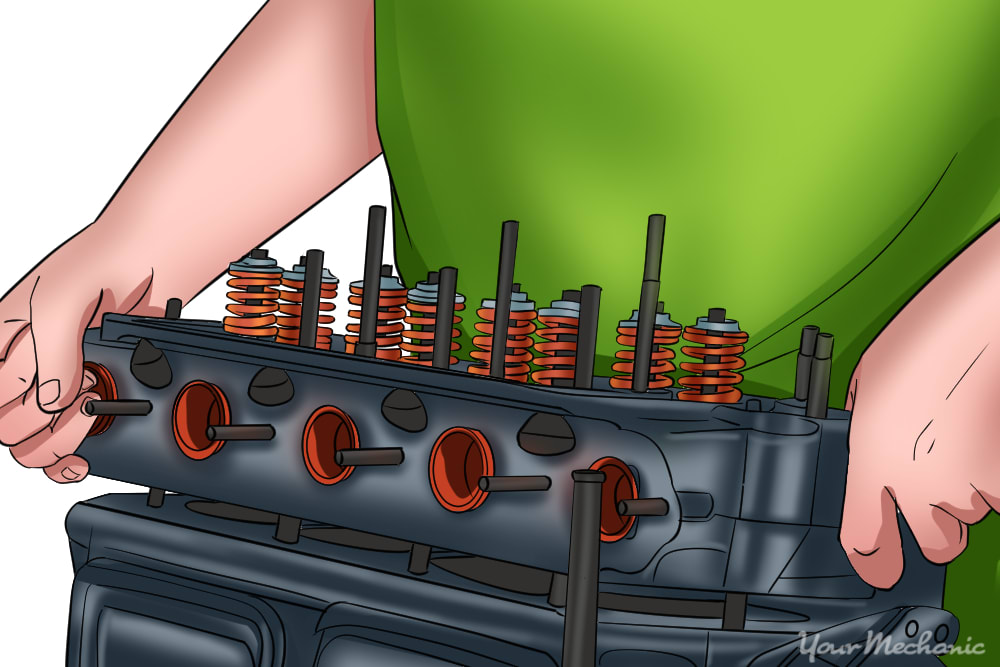
Trin 2: Fjern knastaksel, vippearme, ventilfjedre, Holdere, ventiler og løftere. Du bør henvise til din manual for detaljerne om at fjerne disse som hver bil er meget forskellige.
- Tip: Hver fjernet komponent skal geninstalleres nøjagtigt i den position, den blev fjernet fra. Ved demontering skal du bestille de fjernede komponenter på en måde, hvor du nemt kan holde styr på de oprindelige positioner.
Trin 3: Rengør cylinderhovedet grundigt for olie og snavs med bremsen ren. Skrub med en gyldenhåret stålbørste eller Scotch-Brite-pude for at hjælpe med at fjerne stædige aflejringer.
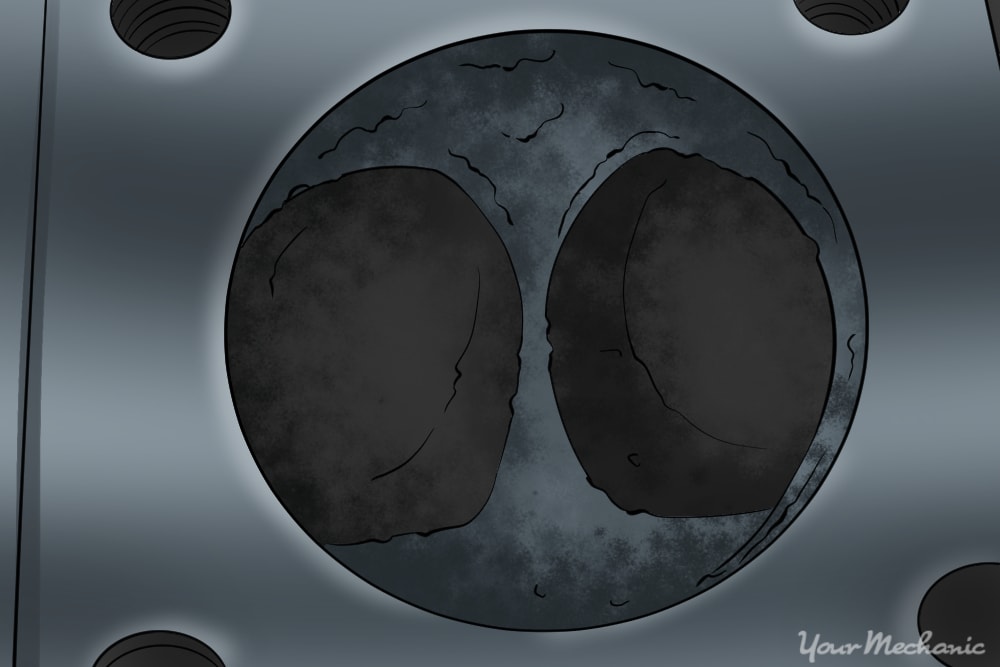
Trin 4: Undersøg cylinderhovedet for revner. Oftest vises de mellem tilstødende ventilsæder.
- Tip: Hvis der findes en revne i cylinderhovedet, skal cylinderhovedet udskiftes.
Trin 5: skrub forbindelsespunktet. Brug en Scotch-Brite pad eller 80 sandpapir til at skrubbe det område, hvor cylinderhovedet passer sammen med indsugningspakningen ned til bare metal.
Del 2 af 6: Øge luftstrømmen
- Dykem Machinist
- Guldhåret stålbørste
- høj hastighed Dremel (10.000+ RPM i stand)
- Lappeværktøj
- Lappeforbindelse
- Penetrerende olie
- portering og polering kit
- sikkerhedsbriller
- lille skruetrækker eller andet metallisk spids redskab
- kirurgiske masker eller anden form for åndedrætsværn
- arbejdshandsker
- lynlås
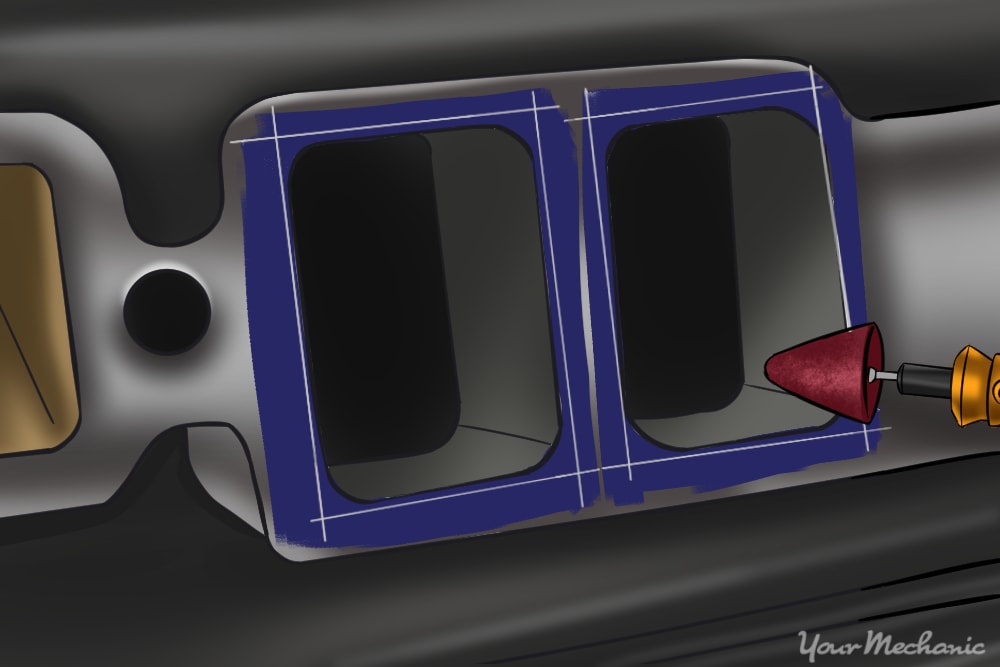
Trin 1: match indsugningsportene til Indsugningspakningerne. Med indsugningsmanifoldpakning presset mod cylinderhovedet kan du se, hvor meget metal der kan fjernes for at øge luftstrømmen.
indsugningsløberen kan udvides meget mere for at matche omkredsen af indsugningspakningen.
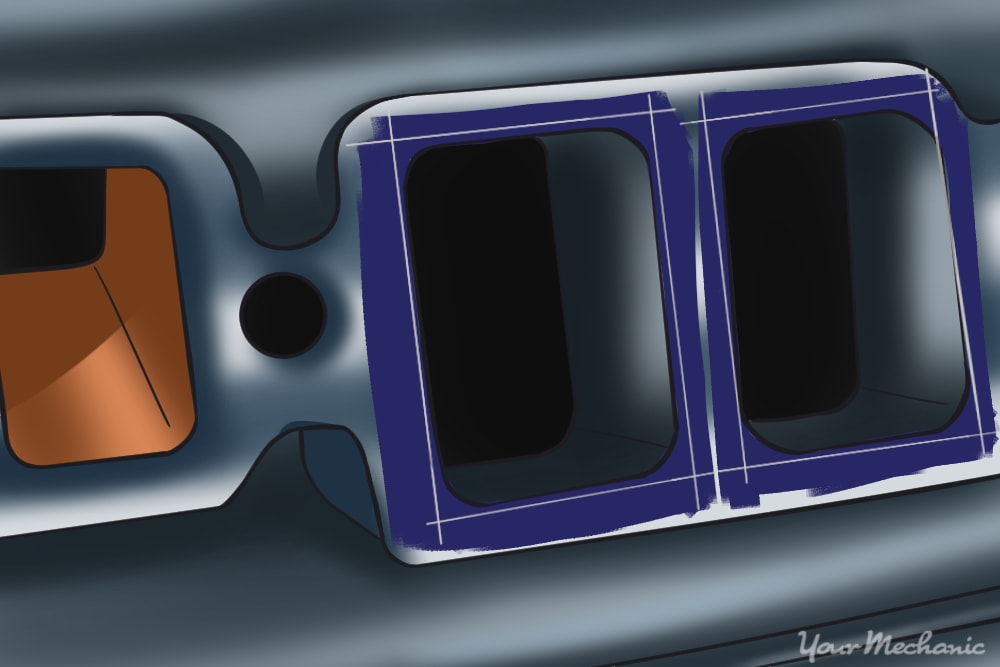
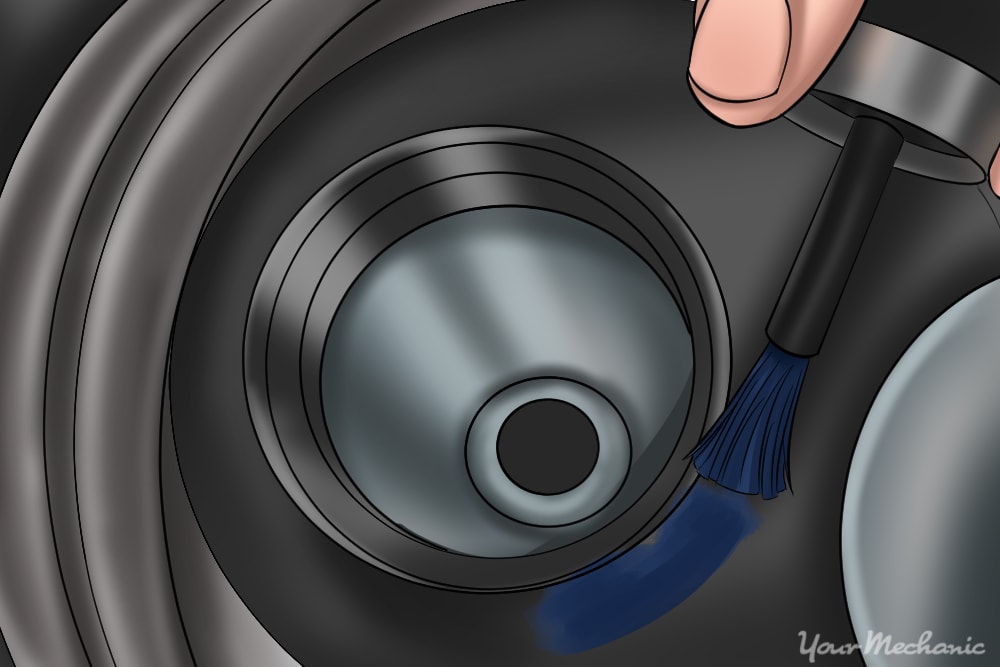
Trin 2: Mal omkredsen af indsugningsløberen med maskinist rød eller blå. Efter maling tørrer mate indsugningsmanifold pakningen tilbage til topstykket.
brug en indsugningsmanifoldbolt eller tape til at holde pakningen på plads.
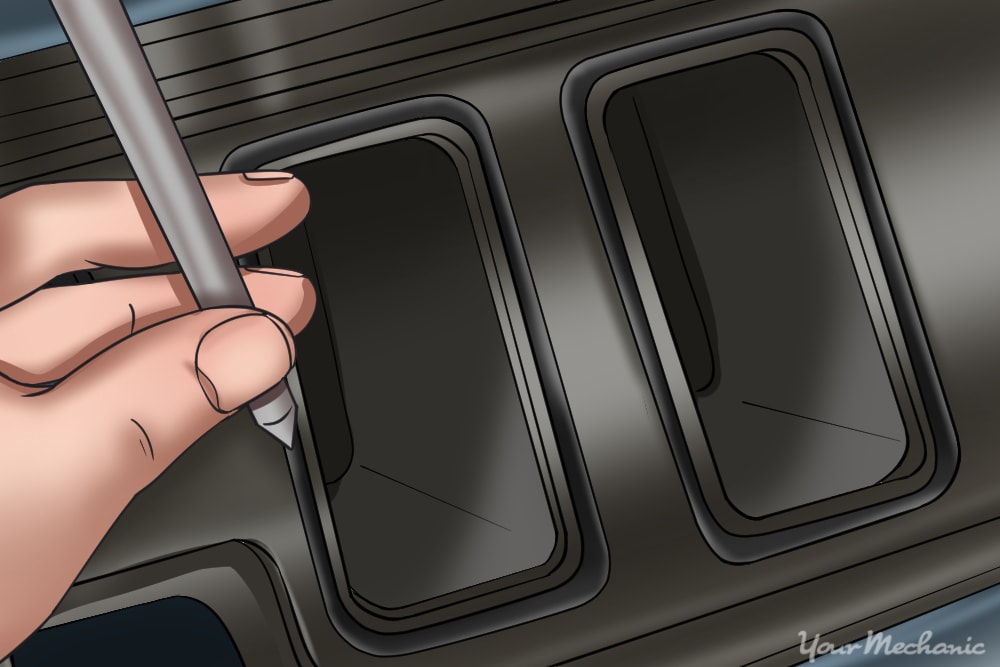
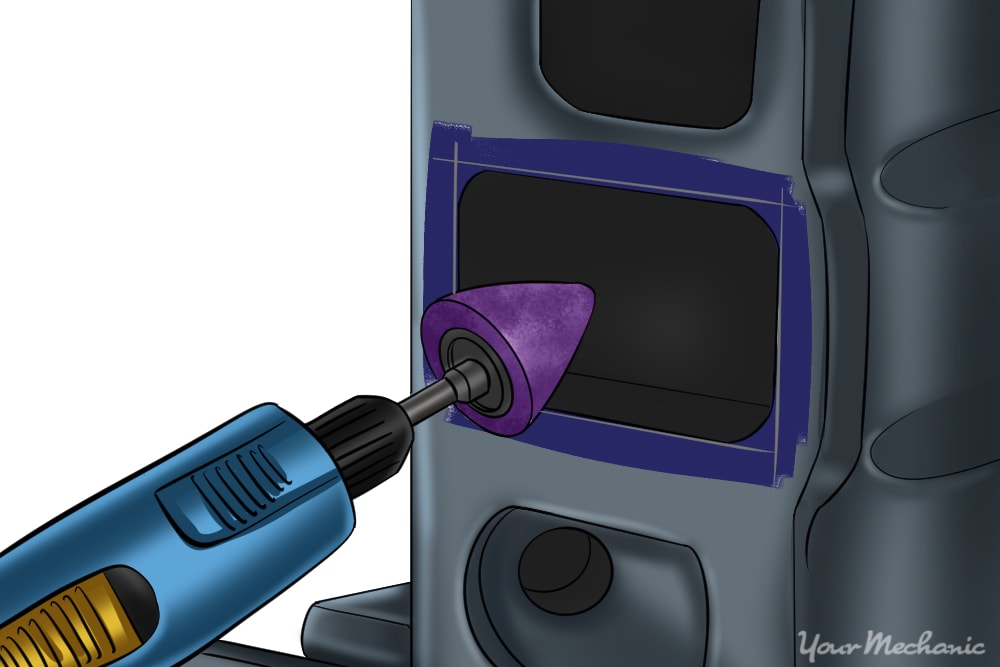
Trin 3: Spor rundt om indtagsløberen. Brug en lille skruetrækker eller lignende stift spids genstand til at skrive eller spore områderne omkring indsugningsløberen, hvor maling er synlig.
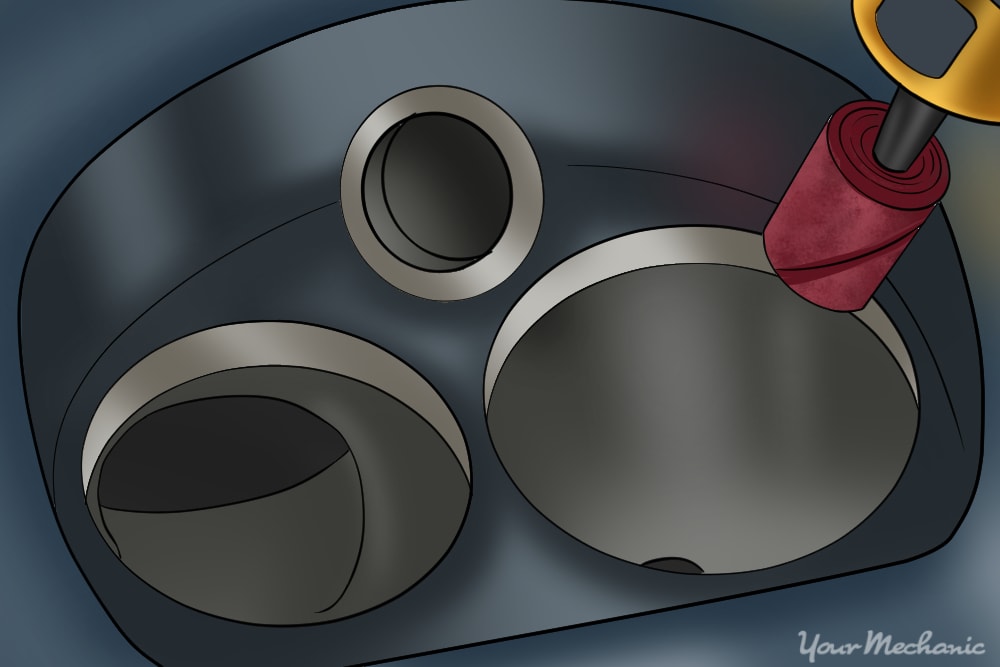
Trin 4: Fjern materialet inde i skriftmærkerne. Brug pilespidsens stenbit til at fjerne materiale inde i skriftmærkerne moderat.
pilens gravsten vil efterlade en grov finish, så vær yderst forsigtig med ikke at forstørre porten eller fejlagtigt male ind i det område, der strækker sig ind i indsugningspakningens dækningsområde.
Forstør indsugningsløberen jævnt og ensartet. Ingen grund til at gå for dybt inde i løberen. Det er kun nødvendigt at port omkring en tomme til en og en halv centimeter ind i indsugningsløberen.
hold Dremel-hastigheden reguleret ved cirka 10.000 O / min, ellers slides bitene hurtigere. Tag højde for fabriks-omdrejningstallet for den Dremel, du bruger, for at hjælpe med at bestemme, hvor meget hurtigere eller langsommere omdrejningstallet skal justeres for at nå 10.000-området.
for eksempel, hvis Dremel du bruger har en fabrik omdrejningstal på 11.000 det er sikkert at sige, at du kan køre det på fuld gas uden at brænde ud dine bits. På den anden side, hvis Dremel har en fabriks omdrejningstal på 20.000, skal du holde gashåndtaget omkring halvvejs til et punkt, hvor Dremel fungerer med cirka halvdelen af hastigheden.
- advarsel: fjern ikke metal, der strækker sig ind i pakningens dækningsområde, ellers kan der forekomme lækage.
-
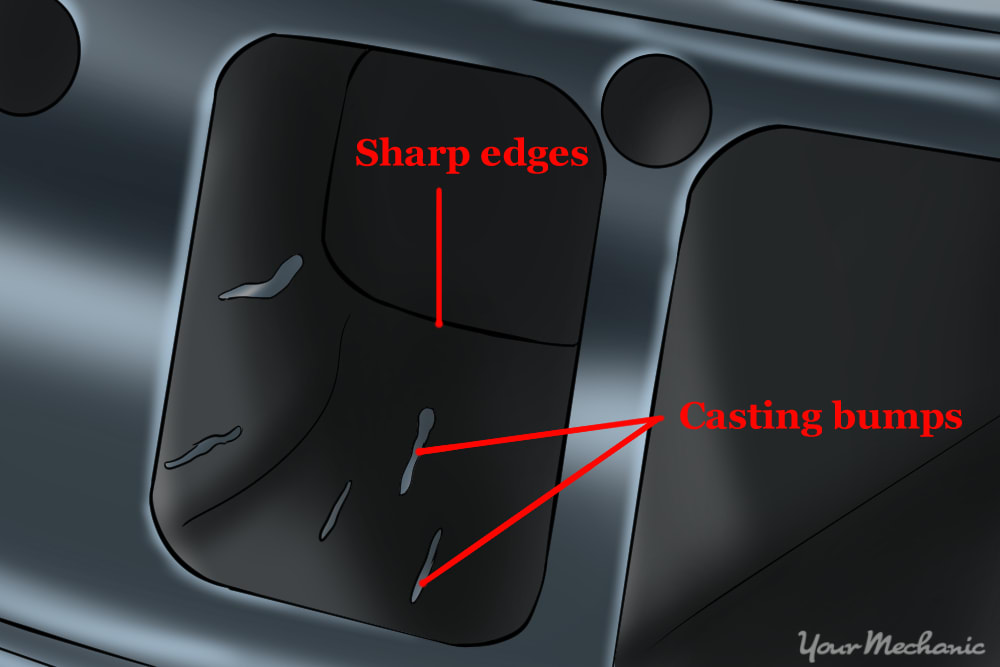
Tip: Slib eventuelle skarpe sving, sprækker, Dale, ru støbning og støbestød inde i indsugningsløberen, hvor det er muligt. Se følgende billede for et eksempel på støbestød og skarpe kanter.
-
Tip: Sørg for at forstørre porten jævnt og ensartet. Når den første løber er forstørret, skal du bruge en skåret trådbøjle til at måle udvidelsesprocessen. Skær bøjlen i en længde, der henviser til bredden på den første portede udstødningsløber. Derfor kan du bruge klippehængeren som måler for at få en bedre ide om, hvor langt de andre løbere skal forstørres. Hver indtag runner udvidelsen bør være omtrent lig med hinanden, så de kan flyde det samme volumen. Den samme regel gælder også for udstødningsløberne.
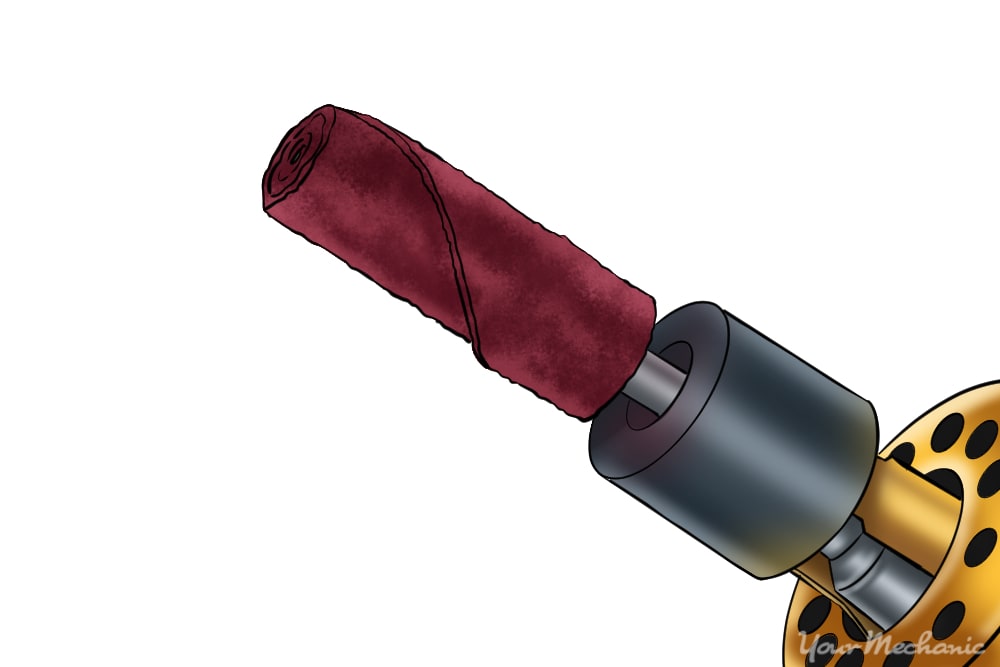
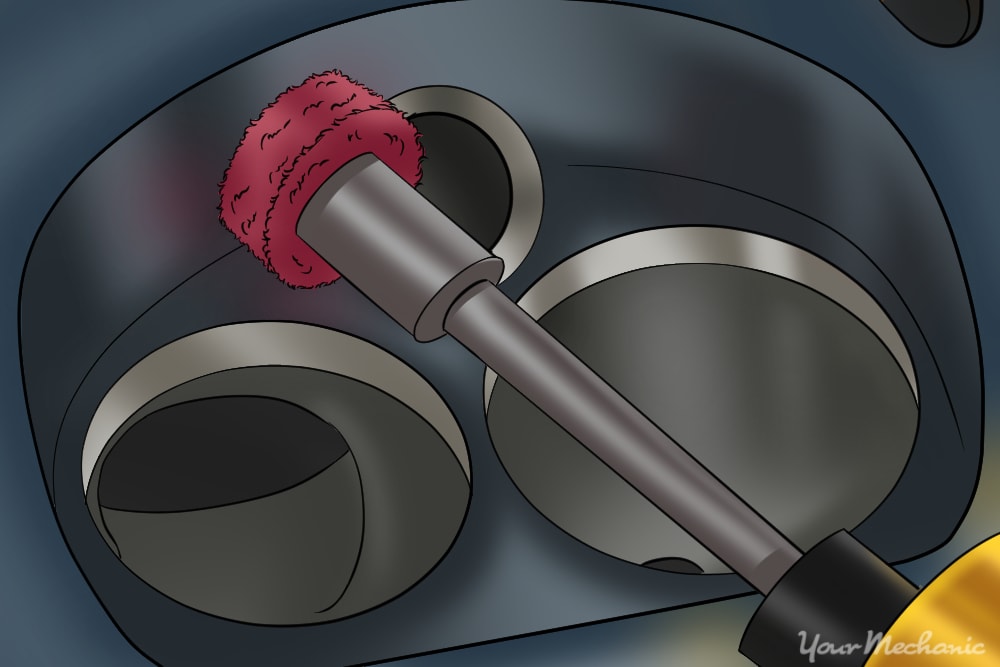
Trin 4: glat det nye overfladeareal ud. Når indgangsporten er forstørret, skal du bruge de mindre grove patronruller til at udjævne det nye overfladeareal.
brug en 40 kornpatron til at udføre det meste af slibningen, og brug derefter en 80 kornpatron for at få en dejlig glat finish.
Trin 5: Undersøg indsugningsløberne. Placer cylinderhovedets bundside opad, og inspicer indersiden af indsugningsløberne gennem ventilhullerne.
Trin 6: Fjern eventuelle åbenlyse ujævnheder. Slib væk skarpe sving, sprækker, Dale, ru støbning og støbestød ved hjælp af patronerne.
brug en 40 kornpatron til ensartet portindtagsløberen. Fremhæv på at fjerne eventuelle mangler. Brug derefter en 80 kornpatron til yderligere at udjævne det porterede område.
- Tip: Ved slibning skal du være yderst forsigtig med ikke at male områder, hvor ventilen officielt kommer i kontakt med cylinderhovedet, også kendt som ventilsædet, eller et nyt ventiljob vil være resultatet.
Trin 7: Fuldfør de andre indtagsløbere. Efter at have afsluttet den første indtagsløber, gå videre til den anden indtagsløber, tredje og så videre.
Del 3 af 6: portering af udstødningen
uden portering af udstødningssiden har motoren ikke tilstrækkelig forskydning til, at det øgede luftvolumen effektivt kan gå ud. For at port udstødningssiden af motoren er trinene meget ens.
- Dykem maskinist
- Guldhåret stålbørste
- høj hastighed Dremel (10.000+ RPM i stand)
- Penetrerende olie
- portering og polering kit
- sikkerhedsbriller
- lille skruetrækker eller andet metallisk spids redskab
- kirurgiske masker eller anden form for åndedrætsværn
- arbejdshandsker
trin 1: skrub Parringsområdet. Brug Scotch-Brite pad til at skrubbe det område, hvor cylinderhovedet passer sammen med udstødningspakningen ned til bare metal.
Trin 2: Mal omkredsen af udstødningsløberen med maskinist rød eller blå. Efter maling tørrer mate udstødningsmanifold pakningen tilbage til topstykket.
brug en udstødningsmanifoldbolt eller tape til at holde pakningen på plads.
Trin 3: Skriv de områder, hvor malingen er synlig, ud med en meget lille skruetrækker eller lignende stiftspidset genstand. Brug billederne i trin 9 som referencer, hvis det er nødvendigt.
slib væk enhver grov støbning eller støbning bump, fordi kulstofaflejringer let kunne samle sig på pletter, der ikke er markeret og forårsage turbulens.
Trin 4: Forstør portåbningen for at matche skriftmærkerne. Brug Pilespidsstenen til at udføre det meste af slibningen.
- Bemærk: pilespidsens stenbit vil efterlade en grov finish, så det ser måske ikke ud som du ville forvente endnu.
- Tip: Sørg for at forstørre porten jævnt og ensartet. Når den første løber er forstørret, skal du bruge den afskårne trådbøjle-teknik, der er nævnt ovenfor, for at hjælpe med at måle udvidelsesprocessen.
Trin 5: Port udstødningen runner udvidelsen ved hjælp af patronerne. Dette giver dig en dejlig glat finish.
Start med en 40 kornpatron for at udføre det meste af konditioneringen. Når du har arbejdet overfladen grundigt med 40 kornpatronen, skal du bruge en 80 kornpatron for at få en dejlig rippleløs finish.
Trin 6: Fortsæt på de resterende udstødningsløbere. Når det første udstødningsløberindtag er korrekt Portet, gentages disse trin for de resterende udstødningsløbere.
Trin 7: Undersøg udstødningsløberne. Placer cylinderhovedets bundside opad, og kontroller indersiden af udstødningsløberne gennem ventilhullerne for ufuldkommenheder.
Trin 8: Fjern enhver ruhed eller ufuldkommenheder. Slib væk eventuelle skarpe sving, sprækker, Dale, ru støbning, og støbning bump.
brug en 40 kornpatron til ensartet port af udstødningsløberen. Fremhæv at fjerne eventuelle mangler, og brug derefter en 80 kornpatron til yderligere at udjævne det porterede område.
-
advarsel: Som nævnt før skal du være meget forsigtig med ikke fejlagtigt at slibe nogen af de områder, hvor ventilen officielt ville komme i kontakt med cylinderhovedet, også kendt som ventilsædet, eller der kan forekomme ekstrem irreversibel skade.
-
Tip: efter brug af stålcarbidbitten skal du skifte til en mindre grov patronrulle for yderligere at udjævne overfladen, hvor det er nødvendigt
trin 9: gentag for de resterende udstødningsløbere. Når slutningen af den første udstødning runner er korrekt porteret gentage for de resterende udstødning løbere.
Del 4 af 6: Polering
- Dykem Machinist
- Guldhåret stålbørste
- høj hastighed Dremel (10.000+ RPM i stand)
- Penetrerende olie
- portering og polering kit
- sikkerhedsbriller
- lille skruetrækker eller andet metallisk spids redskab
- kirurgiske masker eller anden form for åndedrætsværn
- arbejdshandsker
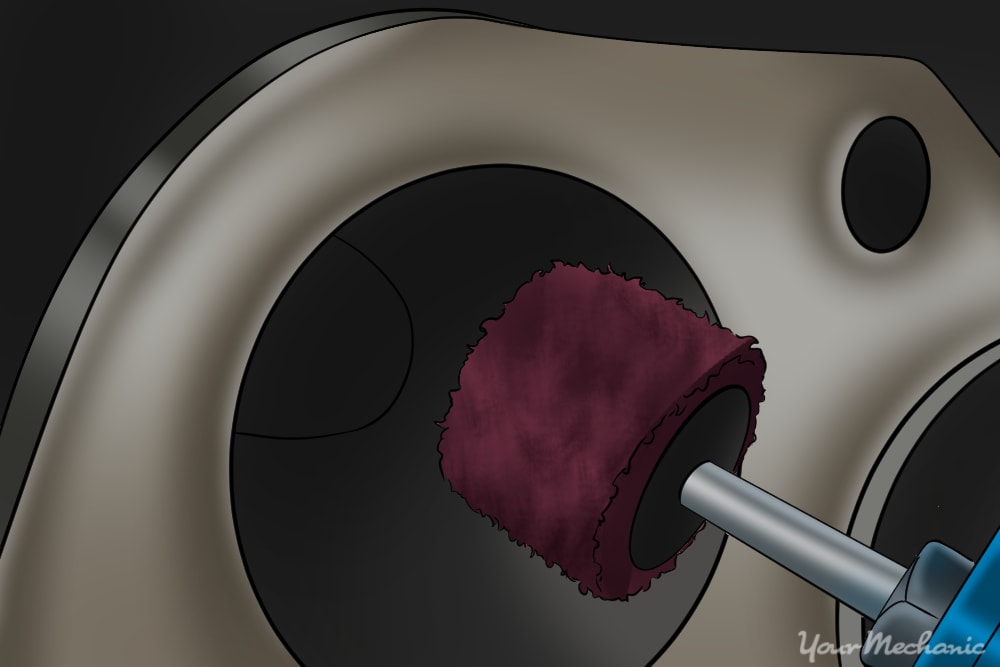
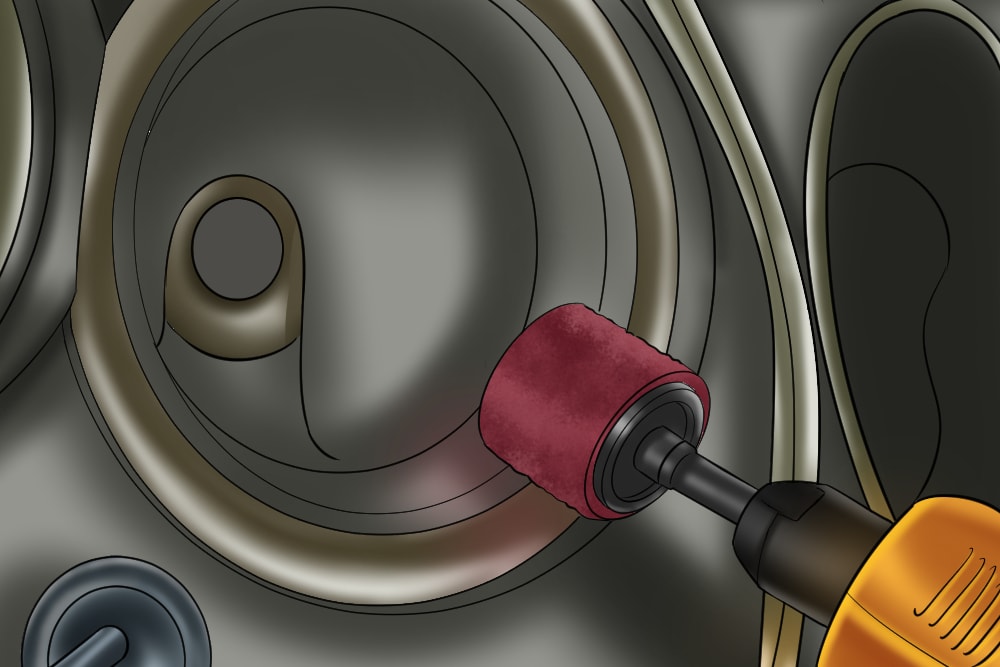
trin 1: poler indersiden af løberen. Brug klappen fra portings-og poleringssættet til at polere indersiden af løberen.
Du skal se en stigning og skinne, når du bevæger klappen hen over overfladen. Det er kun nødvendigt at polere op til ca.en tomme til en tomme og en halv inde i indsugningsløberen. Poler indsugningsløberen ensartet, inden du går videre til den næste buffer.
- Tip: Husk at holde din Dremel hastighed på omkring 10000 RPM for at maksimere levetiden af bits.
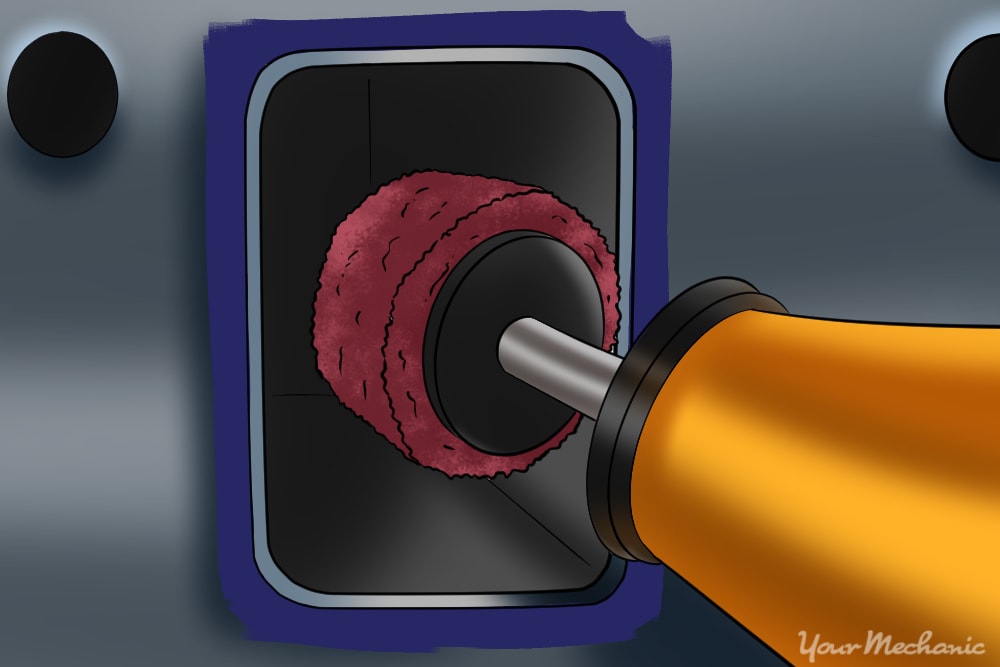
Trin 2: Brug medium grit cross-buffer. Gentag den samme proces som ovenfor, men brug medium grit cross-buffer i stedet for stopgarn.
Trin 3: Brug en finkors buffer. Gentag den samme proces igen, men brug en fin kornkorsbuffer til den endelige finish.
det anbefales at sprøjte buffer og runner i små trin med VD-40 for at hjælpe med at frembringe en skinnende og skinnende finish.
Trin 4: Komplet for de resterende løbere. Efter at den første indtagsløber er poleret, skal du gå videre til den anden indtagsløber, tredje og så videre.
Trin 5: poler udstødningsløberne. Når alle indsugningsløberne er poleret, skal du fortsætte med at polere udstødningsløberne.
poler hver udstødningsløber ved hjælp af nøjagtigt de samme retningslinjer og buffersekvens, der er angivet i ovenstående trin.
Trin 6: poler udløbene til løberne. Placer cylinderhovedet med bunden opad, så vi kan polere udløbene på indsugnings-og udstødningsløberne.
Trin 7: anvend den samme buffersekvens. For at polere udløbene for både indsugnings-og udstødningsløberne anvender den samme buffersekvens, som tidligere blev brugt.
brug klappen til den første fase af polering, derefter en mellemkors buffer til den anden fase og finkors buffer til den endelige polering. I nogle tilfælde kan klappen ikke passe ind i stramme områder. Hvis det er tilfældet, skal du bruge medium-grit cross buffer til at Porte de områder, som klappen ikke kan nå.
- Tip: Glem ikke at sprøjte VD-40 i små trin, mens du bruger finkors buffer for yderligere at illustrere en glans.
Trin 8: fokuser på den nederste del af cylinderhovedet. Lad os nu virkelig fokusere på portering og polering af den nederste del af cylinderhovedet.
målet her er at eliminere ru overfladebehandling, der kan forårsage antændelse og rene kulstofaflejringer. Placer ventilerne på deres oprindelige steder for at beskytte ventilsæderne under portering.
Del 4 af 6: poler cylinderdækket og kammeret
- Dykem Machinist
- høj hastighed Dremel (10.000+ RPM i stand)
- Penetrerende olie
- portering og polering kit
- sikkerhedsbriller
- lille skruetrækker eller andet metallisk spids redskab
- kirurgiske masker eller anden form for åndedrætsværn
- arbejdshandsker
- lynlås
trin 1: Brug patronrullerne til at udjævne det område, hvor kammeret møder dækket. Bind lynlåse rundt om ventilstammen for at hjælpe med at sikre ventilerne på plads.
80 kornpatronen skal være tilstrækkelig til dette trin af portering. Udfør dette trin på hvert cylinderdæk og kammer.
Trin 2: poler cylinderdækket. Når hvert cylinderdæk er blevet porteret, polerer vi dem ved hjælp af næsten alle de samme teknikker som før.
denne gang poleres kun ved hjælp af finkornet krydsbuffer. På dette tidspunkt skal du virkelig begynde at se cylinderhovedet blinke. For virkelig at få cylinderhovedet til at skinne lyst som en diamant, skal du bruge den fine kornkorsbuffer til at frembringe den endelige gnist.
-
Tip: Husk at holde din Dremel hastighed på omkring 10000 RPM for at maksimere levetiden af bits.
-
Tip: Glem ikke at sprøjte VD-40 i små trin, mens du bruger finkors buffer for yderligere at illustrere en glans.
Del 6 af 6: Komplet ventillapning
- Dykem Machinist
- Lapping tool
- Lapping compound
- kirurgiske masker eller anden form for åndedrætsværn
- arbejdshandsker
Dernæst vil vi istandsætte dine ventilsæder sikkert. Denne rekonditionering proces er kendt som ventil lapping.
Trin 1: Mal omkredsen af ventilsæderne med maskinblårød eller blå. Malingen hjælper med at visualisere lappemønsteret og angive, hvornår lappingen er færdig.
Trin 2: Anvend forbindelsen. Påfør lappeforbindelsen på bunden af ventilen.
Trin 3: Anvend lappeværktøjet. Sæt ventilen tilbage på det oprindelige sted, og påfør lappeværktøjet.
drej lappeværktøjet mellem dine hænder i et hurtigt tempo som at varme dine hænder, eller som om du prøver at starte en brand.
Trin 4: Undersøg mønsteret. Efter et par sekunder trække ventilen fra sædet og inspicere det mønster, du har lavet.
hvis ventilen og sædet har udviklet en skinnende ring, er dit job gjort, og du kan gå videre til næste ventil og ventilsæde. Hvis ikke, er der en god chance for, at du har en bøjet ventil, der skal udskiftes.
Trin 5: Geninstaller alle stykker, du har fjernet. Geninstaller knastakslen, vippearme, ventilfjedre, holdere og løftere.
Trin 6: Geninstaller cylinderhovedet. Når du er færdig, skal du kontrollere timingen, inden du starter køretøjet.
al den tid brugt på polering, polering, slibning og lapping har betalt sig. For at verificere præstationsresultaterne skal du tage cylinderhovedet til et maskinværksted og få det testet strømningsbænk. Testen udsætter eventuelle lækager og giver dig mulighed for at se mængden af luftstrøm, der passerer løberne. Du vil have, at lydstyrken, der passerer hver indtagsløber, skal være meget ens. Hvis du har spørgsmål om processen, spørg en mekaniker for nogle hurtige og nyttige råd, og sørg for at få din cylinderhovedtemperaturføler udskiftet, hvis det er nødvendigt.
Leave a Reply